Introduction
Both open-die and closed-die forging shape metal under extreme heat and pressure—yet the choice between them determines part quality, production costs, and lead times for the most demanding aerospace, defense, and power generation applications.
Pick the wrong method and you're looking at excessive machining costs, dimensional inconsistencies, or parts that fail under operational stress. Get it right, and you reduce material waste, lower unit costs, and get the structural integrity required for cyclic loading and harsh service environments.
This guide delivers a plain-language breakdown of both processes, a head-to-head comparison across key decision factors, and a practical framework for matching the right method to your application.
Key Takeaways
- Closed-die forging uses custom-shaped dies for precise, complex parts at high volumes; open-die suits large, simpler geometries
- Open-die offers flexibility and lower tooling cost; closed-die delivers tighter tolerances, better surface finish, and repeatability
- Closed-die carries higher upfront tooling costs, but per-unit cost drops sharply at volume
- Part geometry and material are the deciding factors — complex shapes with tight tolerances point to closed-die
- Aerospace, defense, power generation, and nuclear applications rely on closed-die for precision and structural strength
Open-Die vs. Closed-Die Forging: Quick Comparison
The table below summarizes the five most important decision criteria. The subsections that follow explain each in more detail.
| Criterion | Open-Die | Closed-Die |
|---|---|---|
| Tooling Cost | Low — reusable dies, minimal setup | Higher upfront — custom die cavities offset by volume |
| Part Complexity | Simple shapes; limited tolerances | Complex geometries; tight, repeatable tolerances |
| Production Volume | Low-to-medium; custom or prototype runs | High-volume, repeat production |
| Mechanical Properties | Good grain flow; solid fatigue resistance | Higher tensile and fatigue strength than cast equivalents |
| Material Utilization | Minimal waste; excess reworkable | Flash trimming required; near-net-shape reduces waste vs. bar stock |
Tooling and Setup Cost
Open-Die: Little to no tooling cost; dies are reusable for different shapes, reducing initial investment.
Closed-Die: Higher upfront tooling cost due to custom-machined die cavities; cost is offset by volume production.
Part Complexity and Tolerances
Open-Die: Best for simple shapes (bars, shafts, blocks, cylinders); limited dimensional control without secondary machining.
Closed-Die: Produces complex geometries with tight tolerances; reduced or no finish machining required. Precision aluminum forgings can achieve tolerances of +0.015 inches for contour.
Production Volume
Open-Die: Suited for low-to-medium volume, custom, or prototype runs.
Closed-Die: Most cost-effective for high-volume, repeat production runs. Research shows break-even at approximately 50 pieces for aluminum alloy components.
Mechanical Properties and Grain Flow
Open-Die: Produces good grain flow and improved fatigue resistance — suitable for large structural parts where raw material integrity matters most.
Closed-Die: Produces stronger parts through controlled, directional deformation. Forged parts exhibit 26% higher tensile strength and 37% higher fatigue strength than cast equivalents, making closed-die the standard choice for aerospace and defense components.
Material Utilization and Waste
Open-Die: Minimal material waste; excess material can be reworked more easily.
Closed-Die: Flash is generated but used to control die fill; trimming is required, though near-net-shape production reduces buy-to-fly ratio by approximately 30% versus machining from bar stock.
What is Open-Die Forging?
Open-die forging—also called free forging or smith forging—is a process where a heated metal billet is compressed and shaped between flat, semi-round, or V-shaped dies without fully enclosing the workpiece. The part is formed largely unconstrained, allowing the operator to rotate and reposition the billet to achieve the desired shape incrementally.
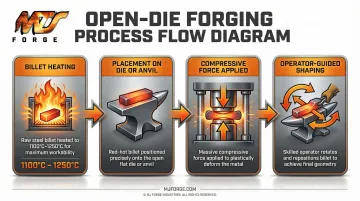
Open-Die Process Steps:
- Billet heated to forging temperature (carbon steel: 850–1250°C; aluminum alloys: 315–480°C; titanium alloys: 700–950°C)
- Placed on a stationary die or anvil
- Hammer or hydraulic press applies compressive force in controlled passes
- Skilled operators guide geometry since the die does not define final shape
Forging refines grain structure and develops optimum grain flow, imparting superior tensile strength, ductility, impact toughness, and fatigue resistance compared to random grain orientation in castings.
Forgings are also free from internal voids and porosity—a key reason they're specified for large structural components under cyclic loading.
Limitations:
- Not suitable for intricate or close-tolerance parts
- Secondary CNC machining often required to reach final dimensions
- Process results can vary by operator skill
- Less repeatable at scale than closed-die
Use Cases of Open-Die Forging
Open-die forging dominates in applications requiring large, simple geometries:
- Large shafts, cylinders, rings, blocks, and spindles
- Power generation turbines
- Oil and gas fluid ends
- Heavy construction equipment
- Press repairs
For very large components—sometimes weighing hundreds or thousands of pounds (up to 440,000 lbs in some facilities, or even 660,000 lbs)—open-die is the only feasible process at that scale.
It's also the go-to choice for low-volume, custom, or prototype orders where investing in closed-die tooling isn't economically justified—and where a straightforward geometry can be achieved through incremental pressing rather than a precision die.
What is Closed-Die Forging?
Closed-die forging—also called impression-die forging—is a process where a heated billet is placed between two or more dies that together contain a pre-machined cavity matching the exact shape of the finished part. When the press applies force, the metal flows into the die cavity, taking on its precise geometry.
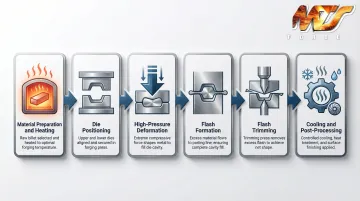
Key stages of the closed-die process:
- Material preparation and heating to forging temperature (carbon steel: 850–1250°C; stainless steel: 900–1150°C)
- Precise positioning in the lower die cavity
- High-pressure deformation causing the metal to fill the impression
- Flash formation in narrow gaps between dies (increases internal cavity pressure and aids fill of fine details)
- Flash trimming
- Cooling and any required post-processing (heat treatment, machining, surface finishing)
Flash is not waste—it actively improves part quality. Flash cools faster than the body during forging and restricts metal flow at the parting line, which builds up pressure inside the cavity and promotes flow into previously unfilled and complex features.
Mechanical Property Advantage
The high deformation rate in closed-die forging refines grain structure, aligns grain flow to the part geometry, and eliminates internal porosity. The resulting forgings deliver higher tensile and yield strength, better fatigue performance, and superior toughness versus cast equivalents. For safety-certified industries like aerospace and defense, these properties are often a qualification requirement, not a preference.
Closed-die forging also produces near-net-shape parts, meaning components exit the die close to final dimensions. This reduces machining time and material removal compared to starting from solid bar stock — a significant cost advantage at production scale.
Materials Compatible with Closed-Die Forging
Closed-die forging accommodates:
- Carbon steel
- Alloy steel
- Stainless steel (300/400 series)
- Aluminum
- Titanium
- High-nickel alloys (Monel, Inconel, Incoloy)
Material choice affects die wear, forging temperature, and cycle time. MTS Forge holds certifications including Mil-I-45208 and Mil-Q-9858, reflecting the quality standards required for military, aerospace, and nuclear forged components.
Use Cases of Closed-Die Forging
Closed-die forging is the preferred or required method for:
- Turbine blades and compressor disks
- Landing gear components, wing brackets, engine mounts
- Bulkheads and flap tracks
- Valve bodies and gear blanks
- Automotive connecting rods
- Military hardware
The scale of demand for closed-die forgings reflects how deeply embedded the process is in high-stakes manufacturing. The global aerospace forging market was valued at USD $26.3 billion in 2024 and is projected to reach $36.0 billion by 2030, growing at a CAGR of 5.5%. Closed-die forgings represent 40% of output volume in the aerospace value chain — a share that reflects both the method's geometric capabilities and its compliance with structural certification requirements.
Open-Die vs. Closed-Die Forging: Which is Better?
The right choice between open-die and closed-die forging comes down to five variables: part complexity, production volume, tolerance requirements, material, and total cost of ownership (tooling + machining + quality assurance).
Part Complexity and Geometry
Choose closed-die when:
- Part requires complex contours, tight dimensional tolerances, thin walls, or integrated features (holes, flanges, ribs)
- Geometry includes precise angles or multi-axis features
Choose open-die when:
- Final shape is a simple solid geometry—round, rectangular, cylindrical
- Part can be finished to tolerance with machining
Volume and Cost Economics
Open-die forging has near-zero tooling cost, making it highly cost-effective for one-off, prototype, or short-run production. Closed-die tooling requires significant upfront investment, but unit cost drops steeply with volume.
Break-even logic: At high volumes, the per-part savings from near-net-shape production and reduced machining more than offset tooling costs. Typical break-even falls around 50 pieces for aluminum alloy components.
In one documented case, a UK case study found that machining from a near-net-shape forging instead of a billet reduced total manufacturing cost per part from £84.35 to £50.58—approximately 40% savings.
Tolerance and Surface Finish Requirements
Closed-die consistently delivers tighter tolerances and better as-forged surface finish. When downstream assembly, sealing, or certification requires specific dimensional accuracy, closed-die reduces costly secondary operations.
Key implications by method:
- Closed-die: Near-net shape reduces machining stock; tighter as-forged tolerances simplify inspection
- Open-die: Larger machining allowances required; more inspection steps typical before final acceptance
Strength and Certification Requirements
For components subject to fatigue loading, pressure cycling, or structural certification, the forging method directly affects whether you meet spec:
- Closed-die: Optimized grain flow alignment supports qualification under military specs (Mil Q9858), aerospace standards, and nuclear certifications (NCA 3800)
- Open-die: Suitable for large structural forgings where grain refinement and strength over cast material are the primary goals, not precision geometry
Recommendation Summary
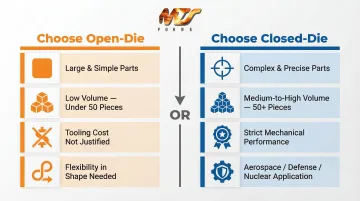
Choose open-die when:
- Parts are large and simple
- Volume is low (fewer than 50 pieces)
- Tooling cost cannot be justified
- Flexibility in shape is needed
Choose closed-die when:
- Parts are complex and precise
- Production volume is medium-to-high (50+ pieces)
- Mechanical performance requirements are strict
- Application is in aerospace, defense, power generation, or military sectors
Real-World Applications and Industry Examples
Defense and aerospace manufacturers rely on closed-die forging for flight-critical and mission-critical parts. Typical parts include:
- Airframe brackets and turbine disks
- Weapons system components and shipboard fittings
- Nuclear pressure vessel elements requiring NCA 3800 compliance
Military specifications such as Mil-I-45208 and Mil-Q-9858 mandate process controls, traceability, and material certifications—requirements that align directly with closed-die forging's repeatability and documentation capabilities.
Open-die forging serves heavy industrial sectors where part size exceeds closed-die press capacity or volume doesn't justify dedicated tooling. Common applications include:
- Large shafts for power generation turbines
- Mining equipment pins and press components
- Oil and gas wellhead bodies
The two processes aren't always competing choices. Some manufacturers use open-die to rough-form large billets, then finish them in closed dies—getting the grain refinement benefits of both.
For most high-performance industrial applications, closed-die forging offers stronger mechanical properties, tighter dimensional tolerances, and lower per-unit costs at production volumes. Matching process to part requirements—not defaulting to one method—is what drives the right outcome.
MTS Forge produces precision closed-die forgings for aerospace, defense, power generation, and commercial nuclear applications, with parts up to 26 inches in diameter and 1,500 pounds. Every order includes full material traceability and in-house tooling development.
For organizations with demanding forging requirements, contact MTS Forge to discuss your application.
Frequently Asked Questions
What is a closed die forging?
Closed-die (impression-die) forging places a heated metal billet between custom-shaped dies that form a sealed cavity. Under high pressure the metal fills the die impression, producing a near-net-shape part with precise geometry and strong grain structure.
What is the difference between open die and closed die forging?
Open-die forging shapes metal between flat or simple dies without fully enclosing the workpiece—allowing flexibility but less precision. Closed-die forging uses a matched die cavity to produce complex, tight-tolerance parts with consistent repeatability.
What are the benefits of closed die forging?
Closed-die forging offers:
- Tight dimensional tolerances and consistent part geometry
- Superior mechanical properties, including strength and fatigue resistance
- Near-net-shape production that reduces downstream machining costs
- High repeatability suited to production volumes
What are closed die forging components?
Typical components include turbine blades, compressor disks, gear blanks, connecting rods, landing gear parts, valve bodies, engine mounts, and military hardware—parts that require precision geometry and structural certification.
What is closed die forged steel?
Closed-die forged steel refers to carbon steel, alloy steel, or stainless steel billets shaped in a closed impression die under high pressure. The process aligns the grain structure to the part geometry, producing measurably higher tensile and fatigue strength than cast or machined-from-bar equivalents.
What is a precision forging?
Precision forging—also called near-net-shape forging—is a closed-die process that produces parts with very tight dimensional tolerances and minimal machining allowance. It reduces post-forge processing while meeting strict surface finish and geometry specifications.