Introduction
Ring forging is the metalworking process of heating metal to its forging temperature and shaping it under compressive force into a ring form. This technique spans from artisan jewelry-making to industrial seamless rings powering aerospace engines, defense systems, and power generation turbines.
Results vary dramatically based on method, material choice, temperature control, equipment, and process discipline. A ring forged with poor parameter control can crack, warp, or fail inspection—costing time, material, and reputation.
In regulated industries like aerospace and defense, components must endure 50,000+ pressure cycles and extreme temperature swings. Forging delivers the grain alignment and structural integrity that no other process can match at that performance level.
This guide covers:
- What ring forging is and how it works
- The step-by-step forging process
- Required equipment and tooling
- Critical quality parameters
- Common mistakes that cause forgings to fail
Key Takeaways
- Ring forging heats metal to forging temperature and shapes it under pressure: hand hammer and mandrel for artisan work, or die presses and rolling mills for industrial components
- Four variables drive forging quality: temperature control, applied force, die design, and material grain structure
- Forged rings deliver 37% higher fatigue strength and up to 50% longer service life than cast equivalents, the result of aligned grain flow and zero internal porosity
- Aerospace, defense, and power generation applications demand certified forgers with full material traceability — MTS Forge holds Mil Q9858, Mil I 45208, and NCA 3800 certifications
- The process follows five stages: material selection, heating, forming, sizing/refining, and finishing with inspection
How to Forge a Ring: Step-by-Step Process
Step 1: Material Selection and Preparation
The first decision in ring forging is selecting the correct metal for your application. For artisan jewelry, this typically means silver or gold wire. For industrial ring forgings, options include carbon steels, stainless steels (300 and 400 series), aluminum alloys, titanium (such as Ti-6Al-4V), and nickel-based superalloys like Inconel 718 or Incoloy 825.
Metal selection determines forging temperature range, die material requirements, and finishing processes. For example, aluminum forgings require temperatures of 350–500°C, while Inconel 718 demands 899–1121°C and strict finish forging in the 899–954°C range to preserve notch ductility in stress-rupture applications.
Preparation steps:
- Measure and cut round wire (or cast a raw ingot) to the correct length based on final ring circumference — hand forging
- Upset and pierce a circular billet into a donut-shaped preform — industrial forging
Preform geometry directly affects how metal flows during forming. An undersized or improperly shaped preform leads to underfill defects, while oversized preforms waste material and increase machining costs. MTS Forge maintains a large inventory of tooling designed to optimize preform shapes, reducing material waste and production costs.
Step 2: Heating the Metal to Forging Temperature
Heating metal to its proper forging temperature restores malleability and relieves work hardening from prior processing. Annealing brings the metal to its recrystallization temperature, where the internal grain structure reorganizes and becomes workable.
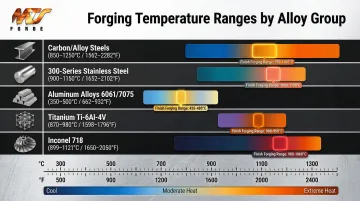
Forging temperature ranges by alloy:
- Carbon and alloy steels: 850–1250°C (1562–2282°F), with finish forging at 980–1095°C
- 300-series stainless steel: 900–1150°C (1652–2102°F)
- Aluminum alloys (6061, 7075): 350–500°C (662–932°F)
- Titanium Ti-6Al-4V: 870–980°C (1600–1800°F), with finish forging at 788°C (1450°F)
- Inconel 718: 899–1121°C (1650–2050°F), with light reduction finishing at 899–954°C
Staying within the correct forging window is critical. Forging below recrystallization temperature makes metal brittle and prone to cracking. Forging above the burning point causes irreversible grain boundary damage and oxidation.
The margin for error is narrow. Research on Ti-6Al-4V showed that forging at 1000°C increased yield strength by 13.8% and tensile strength by 10.6% — but raising temperature to just 1025°C caused a sharp drop in properties due to undesirable microstructure formation.
Safety and equipment:
- Hand forging requires heat-resistant gloves, a face shield, proper tongs, and a hand torch for controlled heating
- Industrial operations rely on precision-controlled furnaces or induction heaters — both ensure even heat distribution across the billet
Uneven heating is one of the most common causes of cracking. Consistent pyrometer readings or visual color-reading discipline (bright orange indicates near-forging temperature for steel) prevent this failure mode.
Step 3: Forming the Ring Shape
The forming method depends on whether you're producing artisan rings by hand or industrial seamless rings for structural applications.
Hand Forging Method
Hand forming follows three stages:
- Hammer the heated metal on an anvil with a ball-pein or cross-pein hammer to work it into a flat band
- Wrap the band around a mandrel to create the circular form
- Anneal between hammer sessions to prevent work hardening and cracking — never skip this when the metal has stiffened
Industrial Ring Forging Methods
Ring rolling is the primary method for producing seamless industrial rings. The process begins with a circular preform that has been upset and pierced into a hollow donut shape.
Heated above its recrystallization point, the preform is placed over an idler (mandrel) roll. The idler roll applies pressure toward a continuously rotating drive roll, which reduces wall thickness and expands inner and outer diameters. Axial rolls simultaneously apply controlled force to the top and bottom to control height and ensure dimensional accuracy.
Ring rolling produces seamless rings with 80–90% material utilization, far exceeding machined-from-solid components which suffer buy-to-fly waste ratios of 10:1 or worse. MTS Forge produces upset forgings, rings, and cylinders up to 26 inches in diameter and 1500 pounds, serving aerospace engines, power generation turbines, and defense bearings.

Closed die forging presses metal into a die cavity under tonnage to achieve near-net shape geometry. This method works well for rings requiring specific cross-sectional profiles or tighter dimensional tolerances. MTS Forge's ability to adjust press tonnage allows use of less expensive die materials while maintaining quality, reducing tooling costs and improving production flexibility.
Step 4: Sizing, Truing, and Refining
At this stage, the ring has its basic shape but requires dimensional refinement.
Artisan rings:
- Place the formed ring on a mandrel and strike with a hammer to true up roundness and correct size
- File the joint seam clean before soldering shut
- Check against a ring gauge for accuracy
Industrial rings:
- Measure OD, ID, and wall thickness against engineering tolerances at this stage
- Apply secondary operations such as rough machining to remove forging flash and surface irregularities
- Perform heat treatment (normalize, anneal, or quench and temper depending on alloy)
- Grind to final dimensional specification
MTS Forge integrates these secondary operations in-house, eliminating the need for customers to source multiple vendors. Rough machining immediately after forging reduces handling transfers and prevents dimensional errors from compounding across subsequent operations.
Step 5: Finishing and Inspection
Artisan finishing involves filing smooth, sanding through progressive abrasive grits (220, 400, 600, 800, 1000+), and polishing to the desired surface finish. Decorative texturing or etching can be applied at this stage.
Industrial finishing requires non-destructive testing (NDT) to detect internal and surface defects:
- Ultrasonic Testing (UT) per ASTM E2375 detects internal defects like cracks, inclusions, and porosity
- Magnetic Particle Inspection (MPI) for ferrous alloys or Liquid Penetrant Testing (PT) per ASTM E1417 for non-magnetic alloys detects surface defects like laps, cold shuts, and quench cracks
Dimensional verification ensures the ring meets all drawing tolerances. For aerospace, defense, or nuclear applications, full traceability of material heat lot and forging parameters must be documented. MTS Forge's Quality Assurance Program encompasses Mil I 45208, NCA 3800, and Mil Q9858 standards, ensuring complete traceability from order entry through final delivery.
What You Need Before Forging a Ring
Equipment Requirements
Hand forging:
- Anvil (mass affects energy transfer efficiency)
- Ball-pein or cross-pein hammer
- Ring mandrel
- Hand torch
- Piercing saw
- Flat file
- Abrasive papers (220–1000 grit)
- Solder and flux
Industrial forging:
- Forge press or ring rolling mill with appropriate tonnage
- Precision-controlled furnace or induction heater
- Engineered tooling/dies designed to the ring's cross-section
- Calibrated measuring instruments
Die design is a specialized engineering task — and tooling capability separates efficient operations from bottlenecked ones. Shops like MTS Forge that design, develop, and modify tooling in-house can reduce lead times and accommodate custom configurations without depending on outside suppliers.
Materials and Metal Conditions
Starting material must meet the correct alloy specification and be free of surface seams, inclusions, or cracks. For industrial applications, review mill test reports and material certifications before forging begins.
Input quality sets the ceiling for forging quality. Internal inclusions or segregation in the billet can propagate into cracks under pressure — no amount of process precision compensates for a compromised starting stock. Pre-forging homogenization heat treatments reduce this risk, particularly for high-nickel alloys prone to segregation.
Skill, Safety, and Compliance Readiness
Hand forging:
- Understand basic metalworking safety
- Know how to read metal color for temperature (bright orange = near forging temp for steel)
- Practice fire-safe workspace habits
Industrial ring forging for aerospace, defense, or power generation:
- Operator qualification
- Certified quality programs
- Full traceability from billet to finished ring
Working with an experienced forge shop that holds military and industry certifications ensures compliance is built into every production step. MTS Forge, certified to Mil Q9858, Mil I 45208, and NCA 3800, maintains documented procedures, regular audits, corrective actions, and complete material traceability—requirements for components used in nuclear, aerospace, and defense applications.
Key Parameters That Affect Ring Forging Quality
Process control determines ring quality. A deviation in any one of the following parameters can cause dimensional rejection, structural failure, or premature part failure in service.
Forging Temperature
Forging below the recrystallization temperature makes metal brittle and prone to cracking. Forging above the burning point causes irreversible grain damage and oxidation. Neither outcome is recoverable.
Precise temperature control within the forging window produces uniform grain refinement and predictable mechanical properties. Research on Ti-6Al-4V demonstrated that forging at 1000°C increased yield strength by 13.8% and tensile strength by 10.6% compared to sub-optimal temperatures. For Inconel 718, finish forging in the 899–954°C range is critical — forging at higher temperatures without this finishing reduction results in loss of notch ductility and reduced stress-rupture life.
Applied Force and Die Design
Insufficient press tonnage leaves the die underfilled, producing rings with incorrect geometry. Excessive force risks die failure or unwanted flash that drives up post-forging machining time and cost.
Matching press tonnage to die design and material resistance produces accurate near-net-shape rings. At MTS Forge, adjustable press tonnage allows the use of less expensive die material without sacrificing dimensional accuracy — reducing tooling costs across production runs.
Deformation / Reduction Ratio
The degree of mechanical deformation directly refines grain structure. Higher reduction produces finer, more uniform grains aligned with the ring's load path — improving fatigue resistance and tensile strength.
Minimum reduction requirements vary by alloy and process:
- Inconel 718 (open-die): 20% minimum final reduction to avoid duplex grain structures
- Inconel 718 (closed-die): 10% minimum final reduction
- Large steel forgings: 3:1 minimum reduction ratio (cross-sectional area before vs. after)

Insufficient reduction leaves coarse grain structure that passes visual inspection but underperforms in fatigue and stress testing.
Material Cleanliness and Pre-Forging Condition
Internal inclusions, seams, or segregation in the starting billet can propagate into cracks under forging pressure. Pre-forging homogenization heat treatments reduce this risk before the billet ever contacts the die.
Clean, certified starting material produces defect-free forgings that pass ultrasonic inspection. Full material traceability from billet to finished ring is a standard quality assurance requirement in defense and aerospace supply chains.
Post-Forging Cooling Rate
Uncontrolled cooling after forging introduces residual stresses, distortion, or incorrect hardness. Required cooling methods are alloy-specific:
- Inconel 718: Air cool from hot-working temperature (water quenching risks cracking), followed by solution annealing at 927–1010°C and double aging cycle
- Incoloy 825: Air cool or faster; heavy sections may require stabilizing anneal at 920–980°C followed by rapid water quench to restore corrosion resistance
- Stainless steels: Slow cooling through 600–800°C can precipitate brittle sigma phase, degrading toughness and corrosion resistance
- Carbon/alloy steels: Quench cracks occur when thermal stresses during rapid cooling exceed tensile strength; mitigate by avoiding overly aggressive quenchants and tempering promptly
Correct cooling produces the intended microstructure and hardness, making the ring machinable and dimensionally stable. Incorrect cooling often isn't visible until the part cracks during machining or fails in service.
When to Forge a Ring vs. Using Another Method
Ring forging is the preferred manufacturing method when structural integrity, grain flow, and durability matter most. The decision depends on geometry, volume, material, and application requirements.
Forging is the right choice when:
- The ring must carry structural loads (bearings, flanges, gears, turbine rings)
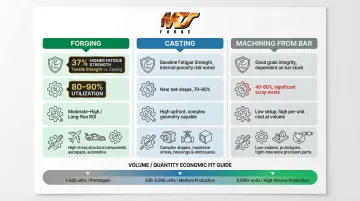
- Superior fatigue and tensile strength are required (forged components exhibit 37% higher fatigue strength and up to 50% longer fatigue life than cast equivalents)
- Producing rings at volume where closed die forging's near-net shape capability reduces per-unit cost versus machining from solid bar stock
- Material utilization matters—seamless rolled rings achieve 80–90% material utilization compared to buy-to-fly ratios of 10:1 or worse for machined components (meaning 10 lbs of raw material purchased for every 1 lb in the finished part)
Casting or machining from bar may be preferable when:
- The ring requires complex internal geometry that cannot be achieved through forging
- Production quantity is too low to justify tooling investment (typically under 100–500 units depending on complexity)
- The part is decorative with no structural load requirements
The right alternative depends on where you fall on the volume curve. Machining from bar carries higher per-unit costs but requires no dedicated tooling—making it practical for very low quantities. Casting suits low-volume or complex-geometry applications for similar reasons, though at production runs above 5,000 units, casting tooling costs begin to amortize favorably and the economics shift.
Common Mistakes When Forging a Ring
Incorrect Heating
Skipping proper annealing or forging at the wrong temperature causes immediate problems. Forging cold or under-heated metal causes cracking. Overheating burns grain boundaries—irreversible damage.
The fix is consistent pyrometer or color-reading discipline — reheating between passes is never optional once the metal stiffens. Temperature indicators differ by process:
- Hand forging: Bright orange signals near-forging temperature for steel
- Industrial forging: Precision-controlled furnaces eliminate color-reading guesswork entirely
Too Much Force in a Single Pass
Hammering or pressing aggressively in one operation causes uneven deformation, seam splitting, and wall thickness variation. Multiple forming passes with re-annealing between each pass — especially for thicker cross-sections — prevent these defects from compounding.
Over 83% of forging rejections in sampled industrial studies are attributed to underfill and laps — defects primarily driven by thermal loss (chilling) and improper preform geometry. Underfill occurs when metal fails to completely fill the die cavity, often because undersized equipment operates too slowly, allowing the workpiece to chill and its flow strength to increase beyond the press's capacity.
Skipping Dimensional Checks During Forming
Failing to measure ring OD, ID, and wall thickness at each stage means dimensional errors compound. By the time the ring is finished, correction may require re-forging or scrapping the piece entirely.
For industrial production, in-process measurement against drawing tolerances at every stage separates quality forgings from scrap. At MTS Forge, that discipline runs the full production sequence — from order entry through forging, testing, and machining — so the finished part meets specification without late-stage surprises.
Frequently Asked Questions
What is ring forging?
Ring forging is a metalworking process where metal is heated to its forging temperature and shaped under compressive force into a ring form. It's used for both artisan jewelry rings and high-performance industrial rings for aerospace, defense, and power generation applications.
How do you forge a ring?
Ring forging moves through five stages: select and prepare the material, heat to forging temperature (350°C for aluminum up to 1121°C for superalloys), form the ring by hammering or rolling, size and refine the geometry, then finish and inspect the completed ring.
Which is better: forged or cast rings?
Forged rings are superior in strength and fatigue resistance due to aligned grain flow and no porosity — delivering 20–30% higher tensile strength and roughly 37% higher fatigue strength than cast equivalents. Cast rings suit complex geometries and decorative uses where load-bearing performance is not a priority.
Can blacksmiths make rings?
Yes, blacksmiths can forge rings by working heated metal on an anvil. This technique produces structurally distinct rings compared to fabrication or casting — the same fundamental principle behind both artisan ring-making and industrial forging.
How long do forged rings last?
Forged rings made from steel, titanium, or nickel superalloys can last decades under demanding conditions. Grain refinement from the forging process is the key driver — forged components exhibit up to 50% longer fatigue life than cast equivalents in dynamic applications.
Can you make a copy of a ring?
Yes, a ring can be reproduced through forging using the same die tooling and material specification. For industrial applications, documented forging parameters and material certifications ensure each production run delivers a consistent, verified result.