Introduction
Procurement engineers and manufacturing professionals often face a critical challenge: specifying ring-shaped components that must withstand extreme stress, heat, and fatigue cycles over decades of service. Cast alternatives introduce porosity risks; machined rings cut through grain flow and sacrifice directional strength. Rolled ring forging solves both problems — delivering seamless, high-integrity components with circumferential grain alignment that outperforms castings and machined parts in fatigue life, hoop strength, and structural consistency.
This guide covers:
- The rolled ring forging process from billet to finished component
- Materials and specifications for aerospace, nuclear, and industrial applications
- Real-world applications across aerospace, defense, and power generation
- How rolled ring forging compares to open die, closed die, and casting methods
TLDR:
- Rolled ring forging produces seamless rings from a few inches to 30 feet in diameter through controlled radial and axial compression
- Circumferential grain flow delivers superior fatigue resistance and hoop strength compared to machined or cast rings
- Materials range from carbon steels to superalloys like Inconel, with specifications tailored to aerospace, nuclear, and industrial sectors
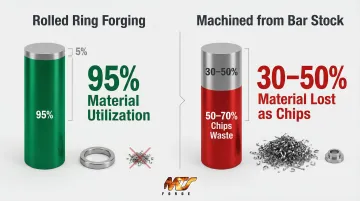
- Near-net-shape output cuts material waste by up to 95% and reduces machining costs by 30–50%
What Is Rolled Ring Forging?
Rolled ring forging is a specialized metalworking process that produces seamless rings by heating a metal billet, piercing it into a donut shape, then rolling it under compressive force. This expands the diameter and reduces wall thickness, producing a high-integrity ring with complete structural continuity.
The process scales across an extraordinary range. Rings can be produced from just a few inches in diameter weighing less than a pound up to approximately 30 feet across and many tons in weight. Industry capability envelopes include:
- Outside diameters exceeding 300 inches (25+ feet)
- Face heights approaching 120 inches (10 feet)
- Finished weights over 300,000 pounds
What makes a ring seamless is the complete absence of weldments, joints, or mechanical fasteners. This structural continuity eliminates metallurgical weak points and weld discontinuities that act as stress concentrators under cyclic loading.
For applications involving pressure boundaries, thermal cycling, or fatigue-critical service — aerospace turbine casings, nuclear reactor pressure vessel rings, wind turbine bearings — any defect in a weld can decrease fatigue life by an order of magnitude. This is why material qualification standards for these components explicitly prohibit welded construction.
The Rolled Ring Forging Process, Step by Step
The rolled ring forging sequence is engineered to control grain structure at every stage while minimizing material waste. Each step directly influences final mechanical properties, dimensional accuracy, and internal soundness.
Heating and Billet Preparation
The process begins with cutting a billet to the correct weight and heating it in a furnace to the appropriate forging temperature. Temperature varies significantly by material:
- Carbon and alloy steels typically forge at 2100–2300°F
- Aluminum alloys require 700–900°F
- Nickel-based superalloys like Inconel 718 forge at 1900–2150°F
- Stainless steels including 17-4 PH require 2150–2200°F
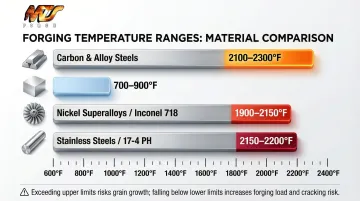
Proper temperature control at this stage determines final grain size. Heating too hot causes grain growth; too cold increases forging force and risks cracking.
Upsetting follows heating. The billet is compressed between flat dies to achieve the correct height-to-diameter ratio. This produces a uniform, symmetrical preform before piercing. It also refines internal grain structure by breaking up the as-cast dendritic pattern from the original billet.
Piercing
A punch press or mandrel press creates a center hole in the upset billet, transforming it into a doughnut-shaped preform. The preform is typically reheated before ring rolling begins, since piercing and handling time allow the workpiece to cool below the ideal rolling temperature.
Ring Rolling
The ring rolling mill is the heart of the process. Three sets of tooling work together to continuously thin the wall and expand the ring's diameter:
| Mill Element | Function | Impact on Ring |
|---|---|---|
| Drive Roll | Rotates continuously and applies external compressive force | Reduces wall thickness and drives ring rotation |
| Mandrel/Idler Roll | Supports the ring from inside and moves under pressure toward the drive roll | Prevents inward collapse, maintains circularity, expands inner diameter |
| Axial Rolls | Apply controlled force along top and bottom ring faces | Controls face height, maintains squareness, prevents axial growth |
The metallurgical outcome of rolling is equally important. Plastic deformation refines grain size, eliminates internal porosity carried over from the original cast billet, and improves tensile strength, impact toughness, and fatigue resistance. Grain flow aligns circumferentially around the ring with no seam.
That circumferential alignment directly matches the principal loading direction in annular parts. In pressure vessel rings, it resists hoop stress; in bearing races, it handles tangential stress — the orientation that sees the highest cyclic load in service.
Finishing
Post-rolling steps include controlled cooling, heat treatment (where required by specification), and machining to final dimensions. Because the rolled ring closely matches the target shape, final machining stock is minimal. That near-net shape translates directly to efficiency: material utilization can reach 95%, and post-forging machining costs drop by 30–50% compared to machining a ring from solid bar stock.
Materials Used in Ring Rolling
Ring rolling works with nearly every forgeable metal, letting engineers specify the right alloy for the job without redesigning the production process. Common material categories include:
Carbon and Alloy Steels: General industrial use, wind turbine slewing bearings, automotive transmission gears, and pressure vessel flanges. Specifications include ASTM A182 for high-temperature piping flanges.
Stainless Steels: Corrosion-resistant applications across chemical processing, food equipment, and marine environments. Both austenitic grades (304, 316) and precipitation-hardening grades (17-4 PH per AMS 5643, 15-5 per AMS 5659) see regular use.
Aluminum Alloys: Lightweight aerospace structures, space launch vehicle rings, and commercial aircraft components. Common specifications include AMS 4144 for 2219 aluminum and AMS 4117 for 6061.
Titanium Alloys: Aerospace engine mounts, high strength-to-weight structural rings, and military airframe components. Ti-6Al-4V per AMS 4928 is the most common titanium forging alloy.
Nickel-Based Superalloys: For jet engine turbine rings, chemical reactors, and nuclear reactor internals operating above 1,200°F. Inconel 718 (AMS 5662), Inconel 625 (ASTM B564), Hastelloy, and Waspaloy cover the most demanding heat and corrosion requirements.
Industry Usage Patterns: Aerospace and defense applications typically call for precipitation-hardening stainless steels (17-4 PH, 15-5) and nickel superalloys (Inconel 718, X750), chosen for their strength-to-weight ratios and temperature stability.
Power generation favors austenitic stainless steels (316L for nuclear per ASME Section III), carbon steels for turbine casings, and nickel alloys for steam generator components exposed to sustained high-temperature service.
Key Advantages of Rolled Ring Forging
Circumferential Grain Flow and Structural Strength
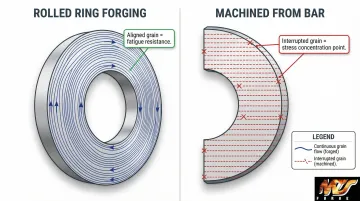
Rolled ring forgings exhibit circumferential grain flow — the metal's internal grain structure follows the ring's contour without interruption. That alignment concentrates strength exactly where it's needed: against tangential or hoop stress. Rings cut from plate or machined from bar interrupt grain flow entirely, creating weak points perpendicular to the load direction.
Material Utilization and Per-Unit Cost
The near-net shape produced by rolling wastes very little raw material. Ring rolling utilizes up to 95% of the starting billet — compare that to machining from solid bar stock, where 50–70% of expensive material ends up as chips on the floor.
MTS Forge's large tooling inventory makes shape-making the default approach rather than machining from bar, cutting per-unit material costs directly for customers.
Consistent Behavior Under Thermal Stress
Rolled rings' refined, uniform microstructure produces predictable behavior across high and fluctuating temperatures — a requirement in aerospace, power generation, and nuclear applications where thermal performance must be engineered to exact tolerances.
The absence of internal voids and porosity delivers three measurable thermal properties:
- Uniform thermal conductivity throughout the part
- Predictable expansion rates under temperature cycling
- Maximized creep resistance at sustained high temperatures
Lower Force Requirements and Process Economics
Ring rolling is an incremental forming process — the contact area between rolls and workpiece stays small at any given moment. As a result, the process requires only a fraction of the press tonnage needed to form the entire part simultaneously in a closed die.
That lower force requirement cuts capital equipment costs, reduces energy consumption per part, and opens the door to process automation for improved repeatability and lower labor overhead.
Internal Soundness and Long Service Life
The forging process eliminates voids, porosity, and internal discontinuities common in castings. Compressive forces during rolling heal internal defects, producing components with the internal soundness that pressure boundaries, load-bearing structures, and fatigue-critical assemblies demand.
For industries where a single component failure carries serious consequences — aerospace, defense, commercial nuclear — that internal integrity is the specification, not a bonus feature.
Industries and Applications of Rolled Ring Forgings
Rolled ring forging spans materials from aluminum to superalloys, sizes from a few inches to tens of feet, and profiles from simple rectangles to complex contours. That range makes it a go-to forging method across some of the most demanding industries in manufacturing.
Aerospace and Defense
Aerospace applications demand consistent mechanical properties, dimensional precision, and full material traceability. Common rolled ring components include:
- Engine bearing races and turbine rings
- Rotor spacers and structural flanges
- Casing rings for jet engines
- Helicopter rotor assemblies
These components face temperature swings from cryogenic fuel systems to 1800°F turbine sections, with no margin for material inconsistency. Standard specifications include AMS 5662 (Inconel 718) and AMS 5643 (17-4 PH stainless).

MTS Forge holds military-grade certifications — Mil I 45208, Mil Q9858, and NCA 3800 — that qualify its forgings for defense procurement with complete material traceability.
Power Generation and Energy
Power generation applications require materials that can sustain cyclic thermal and mechanical loading over decades of service:
- Reactor pressure vessel rings for commercial nuclear plants
- Steam generator components
- Wind turbine bearing rings and slewing rings
- Forged steel valve bodies
Nuclear applications require ASME Section III compliance under NCA-3800 qualification — meaning suppliers must maintain documented quality system manuals, pass triennial audits, and provide full material traceability at every stage.
Wind turbine rings present a different challenge: diameters exceeding 10 feet and exposure to millions of load cycles in corrosive, high-vibration environments. Carbon steels per ASTM A182 and stainless grades such as 316L are typical material choices.
Industrial, Automotive, and Other Markets
Beyond aerospace and power generation, rolled rings serve diverse industrial applications:
- Gear blanks and heavy-wall couplings
- Automotive wheel and engine bearings
- Railroad wheel and axle components
- Oil and gas flanges and valve bodies
- Sealed discs for rotating equipment
MTS Forge produces upset forgings, rings, and cylinders up to 26 inches in diameter and 1,500 pounds in weight — a capacity that covers both high-volume industrial runs and lower-volume specialty components across these markets.
Rolled Ring Forging vs. Other Forging Methods
Rolled Ring Forging vs. Open Die Forging
Open die forging handles very large or irregular shapes that don't conform to standard geometries. Flat dies manipulate the workpiece through multiple heating and forming passes, making it well-suited for one-off prototypes or massive shafts and blocks.
That said, open die typically leaves more material to machine away and produces less precise near-net shapes. Rolled ring forging is preferred when the geometry is specifically a ring and dimensional consistency is critical — the controlled radial and axial compression delivers tighter tolerances and better material utilization.
Rolled Ring Forging vs. Closed Die Forging
Closed die (impression die) forging produces higher-volume, more complex geometries at lower per-unit cost once custom tooling is amortized across thousands of parts. The dies fully enclose the workpiece, forcing metal into intricate cavities to create net or near-net shapes.
For rings, though, the economics shift. Rolled ring forging's minimal tooling requirements and near-net shape output make it more practical for:
- Low-to-medium production volumes (typically under 500 units)
- Contoured rings with varying wall thickness
- Projects where custom die investment isn't justified
Rolled Ring Forging vs. Casting
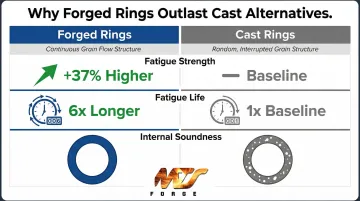
Cast rings cost less for geometries with internal passages or intricate features that can't be forged. In contrast, castings carry inherent microstructural deficiencies — porosity from trapped gases, coarser grain structure from slow solidification, and random dendritic grain patterns with no directional alignment. These defects make castings unsuitable for high-stress, safety-critical applications.
Forged rings exhibit significantly longer service lives under cyclic loading. Studies show forged steel delivers up to 37% higher fatigue strength and six times longer fatigue life than cast equivalents in railway wheel and crankshaft applications.
Frequently Asked Questions
What is a rolled ring forging?
A rolled ring forging is a seamless metallic ring produced by heating a billet, piercing it into a donut shape, and rolling it under controlled compressive force to expand the diameter and reduce wall thickness—with no welds or seams. The process delivers superior structural integrity for pressure and fatigue-critical applications.
What is the roll forging process?
The roll forging process moves through five controlled stages:
- Billet heating and upsetting to prepare the workpiece
- Center piercing to create a donut-shaped preform
- Ring rolling using drive roll, mandrel, and axial rolls to expand diameter and shape the ring
- Heat treatment to refine grain structure
- Machining to final dimensions
Each stage is designed to minimize material waste and optimize grain flow.
What materials are used for ring rolling?
Ring rolling works with a wide range of metals: carbon and alloy steels, stainless steels (including precipitation-hardening grades like 17-4 PH), aluminum alloys, titanium alloys, and nickel-based superalloys such as Inconel and Hastelloy. If a metal can be forged, it can typically be ring rolled.
What types of products are produced by ring rolling?
Common products include flanges, bearing races, gear blanks, turbine rings, valve bodies, pressure vessel rings, couplings, rotor spacers, and casing components. These serve aerospace, power generation, industrial, automotive, and oil and gas sectors where structural reliability and fatigue resistance are critical.
Is 304 stainless steel good for forging?
Yes. 304 stainless steel is commonly ring rolled for its corrosion resistance and formability, typically at 1500–1600°F. For applications requiring higher strength or more aggressive environments, grades like 316 or 17-4 PH are often the better fit.
How long do rings of forging last?
Forged rings routinely last decades in service. The process produces a refined, porosity-free microstructure with aligned grain flow that resists fatigue, creep, and stress fracture—and in fatigue-critical applications, forged rings typically outlast cast or machined alternatives by two to six times. Actual lifespan varies with material, load cycles, temperature, and maintenance.