Introduction
Engineers working in extreme environments face a persistent challenge: finding materials that hold up against high heat, corrosive chemicals, saltwater, and radiation simultaneously. Chloride-ion stress-corrosion cracking alone costs the oil and gas industry $1.372 billion annually—a failure mode that many structural alloys cannot overcome. Inconel 625 (UNS N06625) was developed specifically to solve this problem. This nickel-chromium-molybdenum-niobium wrought superalloy serves aerospace, defense, nuclear power, and chemical processing applications where standard alloys routinely fall short.
This guide covers chemical composition, mechanical and physical properties, corrosion performance, heat treatment protocols, forging parameters, and industry applications — everything needed to specify, fabricate, and qualify Inconel 625.
TLDR:
- Inconel 625 is a solid-solution strengthened nickel superalloy requiring no precipitation hardening
- Delivers tensile strength of 120–160 ksi and corrosion resistance from -320°F to 1800°F
- Immune to chloride-ion stress-corrosion cracking, with exceptional pitting resistance
- No post-weld heat treatment (PWHT) required, which simplifies fabrication significantly
- Forging refines grain structure for superior fatigue strength versus cast or machined forms
- ASME-approved for nuclear and pressure vessel applications up to 1600°F
What Is Inconel 625? Composition & Key Characteristics
Inconel 625 is a nickel-chromium-molybdenum-niobium wrought superalloy originally developed in the 1960s for steam-line piping. Unlike precipitation-hardened alloys, it achieves its strength through solid-solution mechanisms alone — no post-weld heat treatment required — which is why it now appears in aerospace turbines, subsea wellheads, nuclear reactors, and chemical processing plants worldwide.
Chemical Composition
The alloy is solid-solution strengthened—molybdenum and niobium stiffen the nickel-chromium matrix directly, eliminating the need for precipitation-hardening heat treatment.
| Element | Weight % | Element | Weight % |
|---|---|---|---|
| Nickel (Ni) | 58.0 min | Silicon (Si) | 0.50 max |
| Chromium (Cr) | 20.0–23.0 | Manganese (Mn) | 0.50 max |
| Molybdenum (Mo) | 8.0–10.0 | Carbon (C) | 0.10 max |
| Niobium + Tantalum (Nb+Ta) | 3.15–4.15 | Aluminum (Al) | 0.40 max |
| Iron (Fe) | 5.0 max | Titanium (Ti) | 0.40 max |
| Cobalt (Co) | 1.0 max | Phosphorus/Sulfur | 0.015 max each |
Role of Key Elements
- Nickel + Chromium: Provide oxidation and corrosion resistance across broad temperature and pH ranges
- Molybdenum: Delivers exceptional resistance to pitting and crevice corrosion in nonoxidizing environments, including seawater and acidic media
- Niobium: Stabilizes the alloy against sensitization during welding, preventing intergranular corrosion attack in the heat-affected zone
- High Nickel Content: Ensures freedom from chloride-ion stress-corrosion cracking, a common failure mode in austenitic stainless steels
Trade Names and Standards
Inconel 625 is marketed under several equivalent designations:
- Haynes 625
- Nicrofer 6020
- Altemp 625
- Chronin 625
- Werkstoff 2.4856
Key Specifications:
- UNS N06625 (unified numbering system)
- AMS 5599, 5666, 5837
- ASTM B443, B444, B446, B564
- ASME SB 443, SB 446
- ISO 15156-3, NACE MR0175-3 (sour service)
Available Product Forms
The alloy is produced in rod, bar, wire, plate, sheet, strip, seamless and welded pipe/tube, fittings, and forging stock. Forging stock — used in closed-die and upset forging processes — represents one of the more demanding product forms, as it requires precise thermal control during hot working to preserve the alloy's solid-solution strengthened microstructure.
Inconel 625 Mechanical & Physical Properties
Physical Constants
- Density: 8.44 g/cm³ (0.305 lb/in³)
- Melting Range: 2350–2460°F (1290–1350°C)
- Magnetic Permeability: ~1.006 at 200 Oe (nonmagnetic)
- Thermal Properties: Thermal conductivity and specific heat increase with temperature—both values should be accounted for in heat flux and cooling calculations for high-temperature designs
Room-Temperature Mechanical Properties
| Property | As-Rolled (Rod/Bar/Plate) | Annealed (Rod/Bar/Plate) |
|---|---|---|
| Tensile Strength | 120–160 ksi (827–1103 MPa) | 120–150 ksi (827–1034 MPa) |
| Yield Strength (0.2% offset) | 60–110 ksi (414–758 MPa) | 60–95 ksi (414–655 MPa) |
| Elongation | 30–60% | 30–60% |
| Hardness (Brinell) | 175–240 | 145–220 |
| Hardness (Rockwell B) | — | ~95 |
Temperature-Dependent Properties
The modulus of elasticity decreases with rising temperature:
- Room temperature (70°F): 207 GPa
- 1600°F (871°C): 148 GPa
Designers specifying Inconel 625 for high-temperature structural applications must factor in this ~28% stiffness reduction. Poisson's ratio shifts similarly, from 0.278 at room temperature to 0.336 at 1600°F—both values affect deflection and stress calculations in service.
Intermediate-Temperature Hardening Effect
Prolonged exposure at approximately 1200°F (649°C) triggers sluggish precipitation of a nickel-niobium-rich gamma prime phase. After 2,000 hours at this temperature, tensile strength rises to 176 ksi (1213 MPa) and yield strength to 126.5 ksi (872 MPa). The strength gain comes at a cost: ductility decreases measurably over extended service, which can become a design-limiting factor in components that must tolerate cyclic loading or thermal shock.
Cryogenic Toughness
Inconel 625 retains exceptional ductility and impact strength at cryogenic temperatures. Charpy V-notch testing on 1/2-inch as-rolled plate shows impact strength of 35 ft-lb (47 J) at -320°F (-196°C). This performance makes it a reliable choice for LNG containment vessels and cryogenic aerospace components where low-temperature fracture resistance is a primary design requirement.
Corrosion Resistance & High-Temperature Performance
Aqueous Corrosion Resistance
In mild environments — atmosphere, fresh water, seawater, neutral salts, and alkaline media — Inconel 625 experiences negligible attack. The combination of nickel and chromium resists oxidizing chemicals, while high nickel and molybdenum content provide resistance to nonoxidizing acids.
That broad chemical resistance extends to localized attack as well. The alloy's high molybdenum content (8–10%) delivers strong resistance to pitting and crevice corrosion — a direct advantage for offshore platforms, subsea components, and chemical plant heat exchangers where pitting failures are costly.
Chloride-Ion Stress-Corrosion Cracking (SCC) Immunity
Corrosion in oil and gas production costs an estimated $1.372 billion annually. Chloride-ion SCC is a major contributor to this expense, particularly in sour service environments. Inconel 625's high nickel content provides freedom from chloride-ion stress-corrosion cracking, making it the standard specified material for:
- Offshore drilling and subsea wellheads
- Sour gas processing
- Seawater cooling systems
- Chemical processing vessels
Intergranular Corrosion Resistance
Niobium stabilizes the alloy during welding, preventing carbide precipitation at grain boundaries — a phenomenon called sensitization that leads to intergranular attack. This stability means Inconel 625 welds do not require post-weld heat treatment (PWHT) to restore corrosion resistance.
That same microstructural stability carries into high-temperature service.
High-Temperature Oxidation and Scaling
Inconel 625 performs well up to 1800°F (982°C) in cyclic oxidation testing, retaining a protective chromium oxide coating. Extended exposure in the 1000–1800°F range shows no formation of embrittling sigma phase, confirming long-term microstructural stability.
ASME Boiler and Pressure Vessel Code Approval
Inconel 625 is an approved material under ASME Section VIII, Division 1:
- Grade 1: Up to 1200°F
- Grade 2: Up to 1600°F
For nuclear applications, it is also approved under ASME Section III:
- Class 2 and 3: Up to 800°F
- Class 1: Design stress intensity values available in ASME Section II, Part D, Table 2B
These approvals give design engineers defined allowable stress values at temperature — enabling confident sizing of pressure-retaining components in power generation, nuclear, and chemical processing applications.
Heat Treatment & Fabrication of Inconel 625
Standard Heat Treatment Windows
Inconel 625 uses three basic heat treatments depending on service temperature and property requirements:
High Solution Anneal
- Temperature: 2000–2200°F (1093–1204°C)
- Cooling: Air quench or faster
- Application: Service above 1500°F where maximum creep resistance is critical
Low Solution Anneal
- Temperature: 1700–1900°F (927–1038°C)
- Cooling: Air quench or faster
- Application: Most common treatment; optimizes tensile and rupture properties from ambient to 1900°F
Stress Relieve
- Temperature: 1650°F (899°C)
- Cooling: Air quench
- Application: Service below 1200°F when maximum fatigue and yield strength are needed
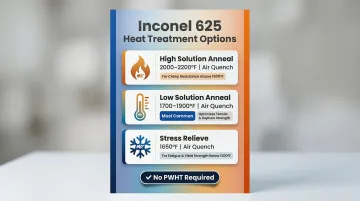
Post-Weld Heat Treatment (PWHT): NOT required to maintain corrosion resistance or mechanical properties—this eliminates a costly post-weld step required by most high-performance alloys.
Welding Parameters
Inconel 625 can be welded by conventional gas-shielded processes:
- GTAW (Gas Tungsten Arc Welding / TIG)
- GMAW (Gas Metal Arc Welding / MIG)
- SMAW (Shielded Metal Arc Welding / Stick)
Use INCONEL Filler Metal 625 or Welding Electrode 112. Weld metals maintain high strength and corrosion resistance from cryogenic temperatures to 1800°F without PWHT.
Cold Forming and Machining
Inconel 625 accepts cold forming with standard methods. If excessive work hardening occurs during forming, a process anneal restores ductility before continuing.
Machining Inconel 625 requires careful setup:
- Low cutting speeds
- Rigid tooling and heavy equipment
- Ample sulfur-based cutting fluid
Recommended Turning Speeds:
- High-speed steel: 12–20 sfpm (0.06–0.10 m/s)
- Carbide tooling: 45–110 fpm (0.23–0.56 m/s)
This difficulty in machining is one reason forged near-net shapes are often preferred over machining from bar stock—reducing material waste and cutting costs.
Inconel 625 Applications by Industry
Aerospace & Defense
High fatigue strength, thermal-fatigue resistance, and oxidation resistance make Inconel 625 well-suited for demanding aerospace and defense applications:
- Aircraft ducting systems
- Engine exhaust and thrust-reverser systems
- Combustion system transition liners
- Turbine shroud rings and compressor vanes
- Fuel and hydraulic line tubing
- Thrust-chamber tubing for rocket motors
- Resistance-welded honeycomb structures
Marine, Offshore & Chemical Processing
Freedom from pitting and crevice corrosion in seawater enables use in:
- Mooring cables and wire rope
- Propeller blades and submarine fittings
- Subsea wellheads and control systems
- Flare stacks and heat exchangers
- Reaction vessels, distillation columns, and transfer piping
- Valves and pumps in chemical plants
Nuclear Power
Used for reactor-core and control-rod components due to:
- High strength and excellent pitting resistance in 500–600°F water
- High allowable design stress at 1,200–1,400°F for advanced reactor concepts
- ASME Section III nuclear construction approval
Emerging Applications
Beyond these established sectors, Inconel 625 is finding expanded use across several growing industries:
Oil & Gas: Downhole and subsea components in sour service environments
Power Generation: Boiler furnaces and steam system components
Additive Manufacturing: Used in Directed Energy Deposition (DED) and Laser Powder Bed Fusion (L-PBF) processes to reduce material waste in complex geometries. For structural components with critical load requirements, forging remains the superior method — delivering tighter grain control, higher fatigue strength, and greater structural integrity.
Forging Inconel 625: Process Parameters & Why It Matters
Hot-Forging Parameters
Inconel 625 is hot-forged under strict temperature control to prevent incipient melting and ensure proper grain structure.
Temperature Limits:
- Furnace temperature: At or below 2150°F (1177°C)
- Heavy forging reductions: 2150°F down to 1850°F (1010°C)
- Lighter reductions: Down to 1700°F (927°C)
Critical Process Requirements:
- Uniform reductions are essential
- Final minimum reduction of 15–20% for open-die work prevents duplex grain structure
- Material becomes very stiff below 1850°F and must be reheated
- Retention time: 60 minutes per 100 mm (4 inches) of thickness after reaching temperature
Why Forging Delivers Superior Properties
Forging refines grain structure, eliminates internal porosity, and aligns grain flow to part geometry—resulting in:
- Higher fatigue strength (20–30% improvement over cast forms)
- Better impact resistance
- Greater structural consistency
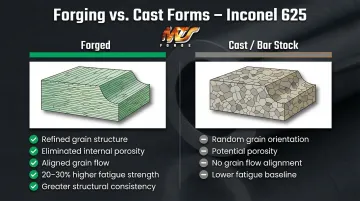
For aerospace, defense, and nuclear components, these structural improvements directly support the material certification and traceability requirements that most programs mandate.
MTS Forge's Inconel 625 Forging Capabilities
Founded in 1986, MTS Forge has built its reputation forging nickel-based superalloys—including Inconel 625—for aerospace, defense, and power generation customers. The company holds military certifications Mil I 45208, NCA 3800, and Mil Q9858, with a Quality Assurance Program that tracks full material traceability from heat number through final inspection. Near-net-shape closed-die forgings reduce material waste and downstream machining costs.
Key advantages:
- Large tooling inventory enables shape production without machining from bar, reducing per-unit cost
- Adjustable press tonnage allows use of less expensive die material, keeping tooling costs competitive
- Maximum forging diameter of 26 inches and weight capacity up to 1,500 lbs for upset forgings, rings, and cylinders
- In-house heat treatment and rough machining services deliver dimensionally closer parts with reduced lead times

For detailed specifications and custom Inconel 625 forging requirements, contact MTS Forge at (610) 857-3500 or Fmicale@mtsforgepa.com.
Frequently Asked Questions
What is Inconel 625 used for?
Inconel 625 is used in aerospace ducting and engine components, marine and seawater hardware, chemical processing vessels and heat exchangers, nuclear reactor components, and oil and gas subsea systems. Its corrosion resistance and high-temperature strength make it viable from cryogenic conditions up to 1800°F.
How strong is Inconel 625?
Room-temperature tensile strength ranges from 120–160 ksi (827–1103 MPa) in the as-rolled condition, with yield strength of 60–110 ksi (414–758 MPa). Strength is retained at elevated temperatures, which is why it appears in structural applications where most steels lose performance.
How does temperature affect Inconel 625?
The alloy retains useful strength from cryogenic temperatures (-320°F) up to 1800°F (982°C). Around 1200°F, gamma prime precipitation causes intermediate-temperature hardening, and the modulus of elasticity decreases progressively with increasing temperature. Both effects must be accounted for in structural design.
Can Inconel be forged?
Yes, Inconel 625 can be hot-forged at furnace temperatures up to 2150°F (1177°C) with uniform reductions of 15–20% recommended. Forging improves grain structure, eliminates porosity, and delivers improved fatigue resistance compared to cast or bar-stock forms.
Can you heat treat Inconel 625?
Yes. Three standard treatments apply: high solution anneal (2000–2200°F) for creep resistance, low solution anneal (1700–1900°F) for tensile and rupture properties, and stress relieve (1650°F) for fatigue strength. Selection depends on the target service temperature and performance priority.
Does Inconel 625 require PWHT?
No, post-weld heat treatment is NOT required for Inconel 625. Weld metals from INCONEL Filler Metal 625 or Welding Electrode 112 maintain high strength and corrosion resistance without PWHT, simplifying fabrication and reducing cost compared to many other high-performance alloys.