Introduction
Nickel alloys are among the most demanding materials to process correctly. Used in jet engines, gas turbines, nuclear reactors, and chemical plants, these materials operate in industries where component failure is not an option. A cracked turbine blade at altitude or a failed reactor vessel flange can have catastrophic consequences—making precise heat treatment a process where there is no margin for error.
Unlike iron-based alloys, nickel alloys retain a stable austenitic structure from near absolute zero to melting point. This means heat treatment goals are fundamentally different: there are no martensite transformations to exploit.
Instead, success depends on precise control of precipitate phases to achieve target mechanical properties. Get the temperature wrong by 20°C or miscalculate soak time, and you can lock in detrimental phases that destroy ductility or trigger stress cracking.
This guide covers the six types of heat treatment, alloy-specific parameters, process controls, and common pitfalls that can turn aerospace-grade material into scrap.
Key Takeaways
- Nickel alloys remain austenitic throughout heat treatment—no phase transformations like steel
- Six principal heat treatment types exist, each chosen based on alloy chemistry and application
- Precipitation hardening (aging) is the primary strengthening mechanism for superalloys
- Sulfur contamination and improper atmosphere are the top causes of heat treatment failure
- Alloy-specific parameters must be followed precisely—slight deviations produce detrimental microstructures
Why Nickel Alloys Behave Differently in Heat Treatment
Because nickel is an austenite stabilizer, nickel alloys do not undergo the allotropic phase transformations (austenite-to-martensite) that govern heat treatment in steels. Nickel remains face-centered cubic (FCC) from melting point to room temperature with no phase change. This stability is an asset in high-temperature service but eliminates the quench-hardening mechanisms steel metallurgists rely on.
Instead, properties are controlled through precipitate formation and dissolution. Understanding these phases is essential:
Primary Strengthening Phases:
- γ (gamma) matrix: The FCC nickel-rich solid solution base
- γ' (gamma prime): Ni₃(Al, Ti) precipitates—responsible for high-temperature creep strength
- γ'' (gamma double prime): Ni₃Nb precipitates—fine, coherent, disk-shaped particles providing strength in iron-bearing alloys like Inconel 718
- Carbides (M₂₃C₆, M₆C): Contribute to creep resistance and grain boundary strengthening
Detrimental Phases:
- δ (delta) phase: Ni₃(Nb, Mo, Ti) with orthorhombic structure—forms from over-aging of γ'', destroying coherency strengthening
- Laves phase: Brittle intermetallic that depletes the matrix of Nb, Mo, and Ti, reducing both precipitate and solid-solution strengthening; acts as a crack initiation site

Given these competing phases, heat treatment serves one of two purposes: soften the alloy by removing cold work effects through annealing, or strengthen it through controlled precipitation. The wrong treatment or incorrect parameters can lock in δ or Laves phases, reduce ductility, or cause sulfide stress cracking. For a $50,000 turbine disk, that outcome means scrap.
The 6 Types of Heat Treatment for Nickel Alloys
Per the ASM Specialty Handbook: Nickel, Cobalt, and Their Alloys, six principal heat treatment types are recognized for nickel alloys. The correct choice depends on alloy chemistry, prior processing, and intended service conditions.
Annealing (Soft Annealing / Recrystallization)
Annealing recrystallizes grain structure and restores ductility in cold-worked material. Treatment temperatures typically range from 700–1200°C depending on alloy composition and degree of prior deformation.
Nickel alloys require approximately 10% minimum cold work to trigger recrystallization, but 20% cold reduction is recommended to prevent excessive grain growth and embrittlement. Below this threshold, abnormally large grains form during annealing, degrading properties.
Solution Annealing
Solution annealing is a high-temperature treatment (1150–1300°C) that fully dissolves carbides and produces a coarse-grained structure optimized for creep resistance. It must typically be followed by rapid quenching (often water quenching) to prevent carbide reprecipitation during cooling.
Example: Haynes 230 requires final solution annealing at 1177–1250°C with water quenching to retain the carbides in solution and maximize high-temperature performance.
Stress Relieving
At 400–600°C (roughly 800–1100°F), stress relieving reduces internal stresses from cold working or welding without causing grain recrystallization. Mechanical properties from prior cold work are partially retained — making this the right choice when full softening is undesirable.
Stress Equalizing (Stabilizing Anneal)
Applied at lower temperatures (200–350°C), stress equalizing balances residual stresses while preserving strength gains from cold work. It's the standard choice for commercially pure nickel and copper-nickel alloys like Alloy 201 where dimensional stability is needed without sacrificing work-hardened strength.
Solution Treating (Prior to Aging)
Solution treating at 900–1200°C puts strengthening alloying elements (Al, Ti, Nb) into solid solution, creating a supersaturated matrix. This is the mandatory first step for precipitation-hardenable alloys and is essential for maximizing creep resistance above 600°C.
The material is then rapidly cooled — typically water quenched — to trap those elements before they can precipitate. That metastable condition is what enables the controlled precipitation during the aging step that follows.
Age Hardening (Precipitation Hardening)
Age hardening involves heating to intermediate temperatures (typically 425–900°C) and holding for several hours to precipitate the γ' and/or γ'' phases that provide high-temperature strength.
The process often involves multi-step aging at decreasing temperatures to control precipitate size, morphology, and distribution:
Inconel 718 example:
- Age at 720°C for 8 hours
- Furnace cool to 620°C
- Hold at 620°C for 8 hours
- Air cool to room temperature
The higher-temperature stage nucleates primary γ''; the lower temperature then drives finer secondary precipitates that strengthen both creep resistance and yield strength.
Heat Treatment Parameters for Common Nickel Alloys
Each alloy family has distinct heat treatment windows. Incorrect parameters—even slight temperature deviations—can produce detrimental microstructures. Always cross-reference the applicable AMS specification (e.g., AMS 2774) and alloy manufacturer data sheets alongside this guide.
The parameters vary significantly across alloy families — here's how the most common ones compare.
Inconel 625 vs. Inconel 718
Inconel 625 is primarily solid-solution strengthened by molybdenum and niobium. It is typically annealed at 980–1150°C and is not age-hardenable. For applications above 600°C, solution annealing at 1080–1160°C (preferably 1120°C) followed by rapid cooling optimizes creep strength.
Post-treatment properties: Moderate tensile strength (690–860 MPa), excellent corrosion resistance, stable mechanical properties to 980°C.
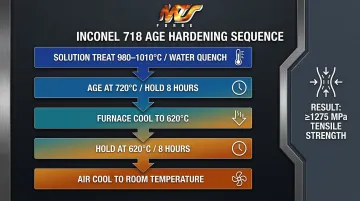
Inconel 718 is age-hardenable through γ'' (Ni₃Nb) precipitation and achieves far higher strength — ≥1275 MPa versus 690–860 MPa for 625. Standard treatment:
- Solution treat at 980–1010°C (water quench)
- Age at 720°C for 8 hours
- Furnace cool to 620°C
- Hold at 620°C for 8 hours
- Air cool
Post-treatment properties (AMS 5663): Tensile strength ≥1275 MPa (185 ksi), yield strength ≥1035 MPa (150 ksi), elongation 12%, hardness ≥331 HB.
The gap between these two alloys reflects a broader pattern: solid-solution alloys and precipitation-hardened alloys require entirely separate approaches — a distinction that carries through the other alloy families below.
Hastelloy X
Designed for high-temperature combustion environments, Hastelloy X is solution annealed at 1175°C and air cooled (bright annealed products use hydrogen cooling). Rapid cooling after treatment is critical — slow cooling promotes carbide sensitization, which depletes chromium from grain boundaries and undermines corrosion resistance.
Monel K-500
Monel K-500 requires multi-step age hardening to control γ' precipitation for optimal strength in marine and chemical processing applications:
- Solution treat at 980°C, water quench
- Age at 595°C for 16 hours
- Furnace cool to 540°C, hold 6 hours
- Furnace cool to 480°C, hold 8 hours
- Air cool
The three-stage cycle is deliberate: each temperature step controls precipitate size and distribution, producing tensile strength in the 900–1100 MPa range with improved stress-corrosion resistance in seawater versus single-stage aging.
Reference Table: Heat Treatment Parameters
| Alloy | Annealing Temp (°C) | Solution Treating Temp (°C) | Age Hardening Temp (°C) |
|---|---|---|---|
| Inconel 600 | 1010–1150 | 1090–1150 (for creep) | Not applicable |
| Inconel 601 | 980–1150 | 1090–1150 (for creep) | Not applicable |
| Inconel 625 | 980–1050 | 1080–1160 (grade 2) | Not applicable |
| Inconel 718 | 980–1010 | 980–1010 | 720°C → 620°C (two-step) |
| Hastelloy X | 1175 | 1175 | Not applicable |
| Monel K-500 | 980–1040 | 980 | 595°C → 540°C → 480°C (three-step) |
Precipitation Hardening and Nickel-Based Superalloys
Nickel-based superalloys are a subset of nickel alloys engineered for extreme high-temperature service in jet engines, gas turbines, and rocket engines. Their heat treatment is more complex than standard nickel alloys—the goal is to control the volume fraction, size, and morphology of γ' precipitates.
Optimal microstructure targets:
- γ' volume fraction: 60–70%
- Primary cuboidal γ' size: 100–500 nm
- Secondary/tertiary γ' spacing: 40–60 nm
These specific parameters minimize coherency strain in the matrix while creating an ideal barrier to dislocation motion at elevated temperatures.
Solution Treatment Strategies
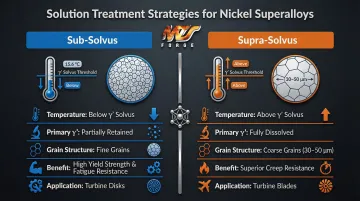
Full Solution Treatment (Supra-Solvus):
Heat above the γ' solvus temperature (~980–1200°C depending on alloy) to fully dissolve primary γ' and eutectic constituents. This maximizes homogenization and produces coarse grains (30–50 μm) ideal for creep resistance in turbine blades.
The primary risk is incipient melting in segregated regions if temperature control is inadequate.
Partial Solution Treatment (Sub-Solvus):
Heat slightly below the γ' solvus to retain a small fraction of residual primary γ', which pins grain boundaries. Produces fine grains that enhance yield strength and fatigue resistance in turbine disks.
This approach eliminates incipient melting risk while reducing segregation gradients.
| Treatment Type | Temperature | Primary γ′ Status | Grain Size | Primary Benefit | Application |
|---|---|---|---|---|---|
| Sub-Solvus | Below solvus | Partially retained | Fine | High yield & fatigue strength | Turbine disks |
| Supra-Solvus | Above solvus | Fully dissolved | Coarse (30–50 μm) | High creep resistance | Turbine blades |
Two-Stage Aging Process
Polycrystalline superalloys use a two-stage aging sequence:
- First stage (1080–1150°C): Nucleates coarse cuboidal γ' for creep resistance
- Second stage (850–900°C): Produces finer secondary/tertiary γ' to enhance yield strength and fatigue resistance
Over-aging risk: Prolonged exposure to aging temperatures causes Ostwald ripening, where smaller precipitates dissolve and larger ones grow excessively. This coarsening follows cube-root time dependence and significantly degrades mechanical properties.
Additive Manufacturing Context
Parts produced via laser or electron beam powder bed fusion have high residual stresses, fine microstructures, and porosity. These typically require:
- Multiple stress-relief cycles
- Hot isostatic pressing (HIP) to close porosity
- Conventional solution-aging sequences to develop comparable γ/γ' microstructure
Aerospace applications—fuel nozzles and turbine blade cooling channels in particular—are driving adoption of AM for nickel superalloys precisely because their internal geometries cannot be achieved through conventional forging or casting.
Furnace Selection, Atmosphere Control, and Contamination Prevention
Furnace Type Selection
Batch furnaces: Used for complex parts (turbine blades, forgings) requiring controlled soak times and precise temperature uniformity.
Continuous furnaces: Suit long strip, sheet, or wire forms at higher temperatures and shorter durations.
Vacuum furnaces: Preferred for small, precision components because they eliminate oxidation risk entirely — essential for aerospace components with tight surface finish requirements.
Salt bath and fluidized-bed furnaces: Provide rapid, uniform heating for complex shapes.
Electric furnaces with circulating fans: Offer superior temperature uniformity over gas-fired units. For long precipitation hardening cycles, even a ±5°C variance can shift final mechanical properties — making temperature uniformity a non-negotiable.
Sulfur Contamination Hazard
Furnace selection sets the thermal environment — but what goes into that environment matters just as much. Sulfur is the primary contamination threat for nickel alloys.
Nickel has a natural affinity for sulfur. Sulfur exposure during heat treatment causes irreversible sulfide stress cracking (SSC) and embrittlement. All sources of sulfur must be eliminated:
Sources to control:
- Lubricants and cutting oils
- Marking materials (grease pencils, paint markers)
- Furnace gases from sulfur-bearing fuels
Preferred sulfur-free fuels: Methane, propane, butane Avoid: Fuels derived from coal, oil, or biomass (may contain unacceptable sulfur levels—must be tested before use)
Protective Atmosphere Requirements
Chromium- and titanium-bearing alloys (most Inconel grades) form oxide films even in mildly oxidizing atmospheres. Bright annealing requires protective atmospheres:
- Dissociated ammonia: 75% H₂ / 25% N₂, <300 ppm residual ammonia, <–50°C dew point
- Dry hydrogen: Prevents oxidation but requires careful handling
- Controlled fuel-air combustion products: Must be balanced to avoid oxidation or carburization
Parts heat-treated above 815°C (1500°F) in air form high-temperature oxides that penetrate the surface. Per NASA PRC-2003, final machining must remove a minimum of 0.010" of material to eliminate the oxygen-depleted layer and any residual oxide scale.
Heat Treatment in Aerospace, Defense, and Energy Applications
In aerospace, defense, power generation, and commercial nuclear industries, heat treatment is a controlled, documented, and certified operation governed by standards including:
- AMS 2774: Heat treatment of wrought nickel and cobalt alloy parts
- NASA PRC-2003: Heat treatment of nickel alloys for aerospace
- ASTM E8/E18: Tensile and hardness testing
- Mil I 45208, Mil Q9858, NCA 3800: Quality assurance for defense and nuclear applications
Compliance with these standards carries specific process requirements:
- Parts must be heat-treated before final machining unless otherwise specified
- Verification required through hardness testing (ASTM E18) and/or tensile testing on representative coupons from the same material lot
- Complete traceability: furnace charts, hardness/tensile test results, and material lot certifications maintained with the part's documentation package
Why Starting Condition Matters
Meeting those traceability and verification requirements starts well before the furnace. Forgings enter heat treatment with a refined grain structure from the hot working process, and the prior thermomechanical history of the component directly affects how the alloy responds and what microstructure can be achieved.
Three forging variables have the most influence on heat treatment response:
- Working temperature — determines the initial grain size and phase distribution
- Reduction ratio — controls the degree of grain refinement achieved during hot working
- Cooling rate — sets the as-forged microstructure that heat treatment must then modify
MTS Forge co-founders Stephen Carr and Edward Waddell both carry metallurgical backgrounds, and that expertise is applied at the forging stage — not just after the fact. Nickel alloy forgings (Monel, Inconel, Incoloy) are produced with downstream heat treatment specifications in view, so the starting microstructure is already aligned with what aerospace, defense, and power generation requirements demand. For procurement engineers working to tight AMS or nuclear quality specifications, that upstream control reduces the risk of heat treatment non-conformances and the costly rework that follows.

Frequently Asked Questions
Can nickel alloys be heat treated?
Yes, nickel alloys can and frequently must be heat treated. The six principal heat treatment types include annealing, stress relieving, solution treating, and age hardening, with the specific method chosen based on alloy chemistry and intended application.
How do you heat treat Inconel?
The process depends on the specific Inconel grade. Inconel 625 is typically annealed at 980–1150°C, while Inconel 718 requires solution treatment at ~980°C followed by a two-step aging cycle (720°C then 620°C), always per AMS 2774 and alloy manufacturer data sheets.
What is the heat treatment for nickel-based superalloys?
The typical sequence: solution heat treatment (980–1200°C to dissolve γ' and carbides), rapid quenching to create a supersaturated matrix, then one or two aging steps (700–900°C) to precipitate γ' at the desired volume fraction, size, and morphology for high-temperature strength and creep resistance.
What is the difference between nickel alloys 625 and 718?
Inconel 625 is primarily solid-solution strengthened and not precipitation hardenable in standard use, while Inconel 718 is age hardenable through γ'' (Ni₃Nb) precipitation and achieves significantly higher tensile and yield strength after solution treat plus two-step aging. Their heat treatment protocols are therefore distinctly different.
Is Inconel 625 a superalloy?
Inconel 625 is generally classified as a nickel-based superalloy due to its exceptional high-temperature corrosion resistance and strength. However, it achieves its properties through solid-solution strengthening rather than precipitation hardening — which distinguishes it from γ'-strengthened superalloys like Inconel 718 or Waspaloy.
What is a nickel-based superalloy?
Nickel-based superalloys are nickel-rich alloys engineered for extreme high-temperature service, typically above 540°C (1000°F). They feature an FCC γ matrix with coherent γ' (and sometimes γ'') precipitate strengthening, giving them outstanding oxidation and creep resistance. These alloys are used primarily in jet engines, gas turbines, and aerospace structures.