Introduction
A forged medium carbon steel component fresh off the press is not yet fit for service. The alloy—containing 0.30–0.60 wt% carbon—has the right chemistry, but raw mechanical properties rarely meet the demands of high-stress applications.
Heat treatment changes that. Through controlled cycles of heating, soaking, and cooling, the steel's internal microstructure transforms without altering external dimensions, producing the precise combination of hardness, strength, ductility, and toughness a finished part requires.
This guide is written for engineers, procurement managers, and technical buyers who specify or source forged steel components for aerospace, defense, power generation, and industrial manufacturing. It covers the core heat treatment processes for medium carbon steel—annealing, normalizing, quenching, tempering, and case hardening—along with the temperature parameters, microstructural outcomes, and selection criteria that govern each.
The stakes are real: a component that passes dimensional inspection but lacks proper heat treatment can fail under fatigue loading, impact shock, or cyclic stress. Metallurgical understanding is not optional—it is essential from specification through final inspection.
Key Takeaways
- Heat treatment transforms medium carbon steel's internal microstructure to achieve specific combinations of hardness, strength, ductility, and toughness
- Four primary processes apply: normalizing, annealing, quenching, and tempering — quench-and-temper dominates high-performance applications
- Austenitizing temperature (820–870°C), soaking time, and quenching medium are the three critical control variables
- Soaking time contributes up to 66.76% to tensile strength outcomes, making it the single most influential variable
- Aerospace, defense, and nuclear applications require precise heat treatment for fatigue resistance, impact toughness, and dimensional stability
What Is Heat Treatment of Medium Carbon Steel?
Material Definition and Hardenability
Medium carbon steels contain 0.30–0.60 wt% carbon, positioning them in the optimal range for thermal transformation. Unlike low-carbon steels (below 0.25% C) that lack sufficient carbon to form significant martensite, medium carbon grades possess the hardenability needed to respond meaningfully to heating and quenching cycles.
This carbon content allows the steel to dissolve carbon uniformly into the iron crystal structure during heating, then transform into hard phases upon controlled cooling. Engineers can produce specific microstructures—martensite, bainite, pearlite, ferrite, or combinations thereof—each with a distinct mechanical property profile.
Process Objectives
Heat treatment delivers property control that mechanical working and chemical composition alone cannot provide:
- Targeted hardness ranges for wear resistance and surface durability
- Controlled strength-to-weight ratios for structural efficiency
- Engineered toughness levels for impact and shock loading
- Predictable ductility for forming and stress relief
By heating steel into the austenite phase and controlling the cooling rate, metallurgists can engineer a precise property profile to match specific service requirements.
Distinction from Surface Treatments
Heat treatment fundamentally differs from case hardening, plating, or shot peening because it alters the internal grain structure throughout the material. There's no coating applied, no external layer added—the transformation happens within the steel itself, changing how atoms arrange without affecting external dimensions or shape.
Why Heat Treatment Is Critical in High-Performance Applications
Mechanical Demands That Raw Steel Cannot Meet
Industrial applications place specific demands on medium carbon steel that exceed the capabilities of as-forged or normalized material:
- Fatigue resistance under cyclic loads: Components subjected to repeated stress cycles require microstructures that resist crack initiation and propagation
- Impact toughness in shock-loading scenarios: Sudden loads demand materials that absorb energy without brittle fracture
- Tensile strength-to-weight ratio: Aerospace and defense applications need maximum strength with minimum mass
Without heat treatment, raw medium carbon steel typically delivers 60,000–80,000 psi tensile strength with moderate toughness. Proper quench-and-temper treatment can push tensile strength to 150,000+ psi while maintaining acceptable ductility.
Specification-Driven Compliance Requirements
Heat treatment in aerospace, defense, and nuclear sectors isn't optional—it's specification-driven.
Compliance specifications typically require:
- Defined hardness ranges (e.g., HRC 28–32 for a given application)
- Minimum yield strength values
- Charpy impact thresholds at specified temperatures
- Grain size requirements
Standards such as MIL-H-6875H and 10 CFR 50 Appendix B require rigorous process controls, furnace calibration, and documented traceability. MTS Forge holds certifications including Mil I 45208, NCA 3800, and Mil Q9858—directly aligned with these military and nuclear quality assurance frameworks.
Consequences of Inadequate Treatment
When heat treatment falls short of specification, the structural consequences are immediate and traceable. Forgings exhibit critical defects including:
- Uneven hardness: Inconsistent microstructure leads to unpredictable performance
- Retained austenite: Transforms under service stress, causing dimensional instability and unpredictable part behavior
- Brittle martensite: As-quenched material without tempering fails catastrophically under impact
- QA rejection: Components fail incoming inspection or certification testing
In practice, these defects translate to premature fracture, accelerated wear, and component failures that no amount of downstream inspection can correct.
How Heat Treatment of Medium Carbon Steel Works
Metallurgical Foundation: The Iron-Carbon Phase Diagram
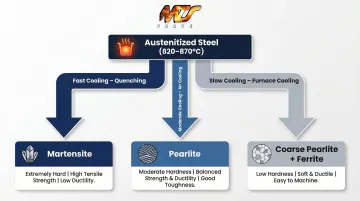
The iron-carbon phase diagram governs which microstructure forms at a given temperature. At austenitizing temperatures (typically above 820°C for medium carbon steels), carbon distributes uniformly in a face-centered cubic (FCC) austenite structure. This homogeneous austenite is the starting point for all heat treatment operations — and the cooling rate from this point determines everything about the final part's mechanical properties:
- Fast cooling (quenching): Carbon remains trapped as martensite
- Moderate cooling (air cooling): Carbon redistributes as pearlite
- Slow cooling (furnace cooling): Equilibrium structures form (coarse pearlite and ferrite)
TTT Curves and Operational Criticality
Knowing which microstructure you want is only half the problem — knowing how fast you need to cool to get there is the other half. Time-Temperature-Transformation (TTT) diagrams map how austenite transforms under isothermal conditions, giving metallurgists a practical roadmap for controlling outcomes. The "nose" of the bainite start curve is the key reference point: it marks the minimum cooling rate required to produce full martensite.
For plain medium carbon steels, this window can be as short as one second. Cool too slowly through it, and you end up with mixed microstructures — bainite, martensite, and pearlite coexisting — which produces unpredictable mechanical properties and failed qualification testing. This is why quench speed, agitation, and quenchant selection must be precisely controlled and validated for every application.
Normalizing
Normalizing is the first conditioning step in heat treating medium carbon steel. It relieves forging stresses and establishes a uniform starting microstructure before any further treatment.
Process:
- Heat steel to approximately 850°C (above the A3 temperature)
- Hold until the austenite structure is homogeneous throughout the cross-section
- Air cool without forced convection
Result: Fine, uniform pearlitic microstructure that eliminates forging-induced grain irregularities, giving the steel a consistent "as-received" condition ready for subsequent processing.
Annealing
Annealing produces the softest, most machinable condition in medium carbon steel—the right choice when maximum ductility is needed before machining or cold forming.
Process:
- Austenitize at 820–870°C (same range as normalizing)
- Cool inside the furnace over 12–24 hours for thick sections
- Extremely slow cooling drives full equilibrium transformation
Resulting microstructure: Coarse pearlite and ferrite — delivering peak machinability and ductility, with minimum hardness and strength.
Quenching
Quenching is the hardening step that transforms austenite into martensite through rapid cooling.
Process:
- After austenitizing, steel is rapidly removed from the furnace
- Immediate submersion in quenching medium (water, oil, or brine)
- Vigorous agitation ensures uniform heat extraction
Mechanism: Rapid cooling suppresses diffusive carbon redistribution, forcing austenite to transform diffusionlessly into martensite—a hard, body-centered tetragonal (BCT) crystal structure.
Quenching Media Comparison
The choice of quenchant creates critical trade-offs:
| Medium | Quench Severity (H-Value) | Hardness Potential | Cracking Risk | Best For |
|---|---|---|---|---|
| Brine | 2.00–5.00 | Highest | Severe | Simple geometries, thin sections |
| Water | 1.00–1.50 | High | High | Plain carbon steels, moderate sections |
| Oil | 0.10–0.35 | Moderate | Low | Complex geometries, alloy steels |
Selecting the right medium means weighing carbon content, part geometry, hardenability, and the required property profile together — not optimizing for hardness alone. For complex forgings, the lower cracking risk of oil often outweighs its modest reduction in hardness ceiling. MTS Forge's metallurgical team applies this geometry-driven logic when specifying quench media for aerospace, defense, and power generation components.
Tempering
After quenching, medium carbon steel is hard but dangerously brittle. As-quenched martensite contains high internal stress, and components left in this state can fracture suddenly under shock loading or thermal cycling — making tempering a required step, not an optional one.
Tempering re-heats the steel to a controlled temperature (typically 200–600°C) and holds it there long enough for limited atomic diffusion to relieve internal stress. The result is tempered martensite: a microstructure that trades a portion of hardness for measurably improved toughness, ductility, and impact resistance.
Tempering Temperature Effects
| Tempering Temperature | Approximate Hardness | Toughness | Typical Applications |
|---|---|---|---|
| 200–300°C | HRC 52–58 | Low | Cutting tools, dies |
| 400–500°C | HRC 35–45 | Moderate | Gears, shafts, fasteners |
| 550–650°C | HRC 25–32 | High | Structural components, impact-loaded parts |
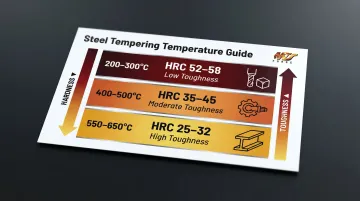
Temperature selection depends on the service demands of the finished component. Parts requiring wear resistance — cutting tools and dies — stay in the lower range. Components subject to repeated impact, such as structural members or heavy-duty shafts, benefit from higher tempering temperatures where toughness takes priority. Holding time at temperature also matters: longer holds allow more complete stress relief, particularly in thicker cross-sections.
Key Factors That Affect Heat Treatment Outcomes
Soaking Time: The Dominant Variable
Peer-reviewed ANOVA data demonstrates that soaking time is the single most influential variable in heat treatment of medium carbon steel:
Contribution to mechanical properties:
- Ultimate tensile strength: 66.76%
- Yield strength: 62.46%
- Hardness: 31.95%
Insufficient soaking leads to incomplete carbide dissolution and uneven austenite formation. The result: patchy hardness after quenching, with soft spots that compromise performance.
Adequate soaking ensures complete carbon homogenization, but excessive holding times cause grain coarsening, which reduces toughness and can lower hardness.
Austenitizing Temperature
Temperature must be high enough above the A3 transition to fully dissolve carbon into austenite. For most medium carbon steels, the optimal range is 820–870°C.
Common grade-specific ranges:
- AISI 1045: 820–850°C (1508–1562°F)
- AISI 4140: 840–880°C
Risks of excessive temperature:
- Grain growth accelerates exponentially, reducing toughness
- Surface carbon loss creates soft, ferritic layers that degrade wear resistance and fatigue life
- Scale formation increases machining stock requirements
Quenching Medium and Agitation
Once austenitizing is complete, quench severity — determined by medium (brine > water > oil) and agitation level — must match the steel's hardenability and part cross-section.
Medium carbon steel quenched too slowly may not achieve the cooling rate needed to clear the TTT nose, resulting in mixed microstructures (bainite + martensite) rather than full martensite. Overly aggressive quenching, however, induces transformational stresses that cause cracking.
Agitation matters: Still water provides H-values around 1.00; violently agitated brine can reach H-values of 5.00. Without proper agitation, vapor blankets form around hot steel, dramatically slowing heat extraction.
Part Geometry and Section Size
Quench severity at the surface is only part of the equation. Thick cross-sections present a hard physical limit: heat conduction within the steel restricts the cooling rate at the core, regardless of how aggressively you quench the exterior.
Hardenability limitations:
- Plain AISI 1045: Ideal Critical Diameter (DI) less than 1 inch (25 mm) — cannot achieve full martensite beyond this thickness
- Alloy AISI 4140: DI exceeds 7 inches (178 mm) due to chromium and molybdenum additions
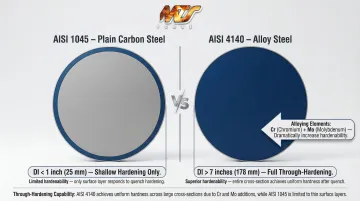
For heavy sections requiring through-hardening, alloy additions (Cr, Mo, Mn) are not optional — they're the only path to adequate core properties.
Tempering Temperature and Hold Time
Tempering temperature is the primary variable controlling the final hardness-toughness balance. Higher tempering temperatures significantly reduce hardness while increasing impact resistance.
Insufficient hold time leaves residual brittleness even if the temperature is correct. Typical tempering cycles hold for 1–2 hours per inch of cross-section, ensuring complete stress relief and carbide precipitation throughout the part.
Common Issues and Misconceptions in Heat Treatment
Misconception: Quenching Alone Is Sufficient
Many engineers and procurement teams assume high-hardness quenching equals successful heat treatment. That assumption leads directly to field failures.
As-quenched medium carbon steel is almost always too brittle for service. The martensite formed during quenching contains massive internal stresses from the volumetric expansion during the FCC-to-BCT transformation. Without tempering, these stresses make the component vulnerable to sudden brittle fracture.
Tempering is not optional—it's the step that converts brittle hardness into serviceable toughness. Skipping or under-performing tempering is one of the most common causes of field failures in heat-treated steel components.
Confusion Between Hardness and Strength
Hardness (measured by Rockwell or Brinell tests) correlates closely with tensile strength but does not directly indicate yield strength, ductility, or impact toughness.
A part can meet a hardness specification and still be critically deficient in toughness if tempering was not correctly executed.
Implications:
- Hardness testing alone is insufficient for incoming inspection
- Charpy impact testing is essential for critical components
- Specification writing must include both hardness ranges AND minimum toughness requirements
Applying Heat Treatment by Default Rather Than Design
Some procurement workflows apply standard heat treatment cycles to all medium carbon steel components regardless of geometry, alloy grade, or service requirement. The result is a mismatch between the process and the part.
Risks:
- Quench cracking on complex shapes due to excessive quench severity
- Inadequate core hardness on thick sections where hardenability is marginal for the cross-section
- Excessive brittleness in impact-loaded components due to inadequate tempering
Heat treatment parameters should always be selected based on specific grade, geometry, and service environment—not applied as a blanket standard. That selection process demands metallurgical judgment, not just a checklist.
Conclusion
By controlling austenitizing temperature, soaking time, quenching medium, and tempering conditions, engineers can dial in specific combinations of hardness, strength, and toughness that raw steel alone cannot provide. This makes heat treatment indispensable for structural and high-load components across aerospace, defense, power generation, and manufacturing sectors.
Correct application requires metallurgical understanding, not just procedural compliance. The difference between a properly heat-treated forging that performs reliably in critical service and one that fails prematurely often comes down to whether process parameters were genuinely matched to the material and geometry.
That's why supplier selection matters as much as specification writing. MTS Forge was founded in 1986 by metallurgists Stephen Carr and Edward Waddell, and their background shapes how the company approaches every forging—from parameter development through final inspection. With in-house heat treatment and certifications including Mil I 45208, NCA 3800, and Mil Q9858, MTS Forge is equipped to produce medium carbon steel forgings that hold up under the demands of aerospace, defense, and power generation applications.
Frequently Asked Questions
Can medium carbon steel be heat treated?
Yes, medium carbon steel (0.30–0.60% C) is well-suited to heat treatment. Its carbon content provides the hardenability needed to form martensite upon quenching, making it one of the most heat-treatment-responsive steel categories for achieving controlled combinations of hardness, strength, and toughness.
What temperature do you heat treat carbon steel?
Medium carbon steel is typically austenitized at 820–870°C, with exact temperature depending on the specific grade and carbon content. For example, AISI 1045 uses 820–850°C, while AISI 4140 requires 840–880°C. Tempering is then carried out between 200–600°C depending on desired hardness-toughness balance.
Which quenching medium—oil or water—is best for hardening carbon steel?
Water and brine produce faster quench rates and higher hardness but increase quench cracking risk, particularly for complex geometries. Oil is preferred for most medium carbon and alloy steel grades because it delivers sufficient hardening with far less cracking risk. Selection depends on steel grade, part geometry, and target properties.
Does heat treating steel make it harder?
Quenching increases hardness by forming martensite, but as-quenched martensite is extremely brittle. Tempering then reduces hardness slightly while restoring toughness, producing a part that is harder than untreated steel and serviceable in demanding applications.
Why can't low-carbon steel be effectively hardened by heat treatment?
Low-carbon steel (below approximately 0.25% C) does not contain enough carbon to form significant martensite upon quenching. Without sufficient carbon to create the body-centered tetragonal crystal structure, rapid cooling produces little change in hardness—which is why medium and high carbon grades are selected when hardening is required.
Will heat treated carbon steel rust?
Heat treatment does not provide corrosion protection. Heat-treated medium carbon steel remains susceptible to oxidation and rust if exposed to moisture without protective coatings. In corrosive environments, additional protection such as plating, painting, or using corrosion-resistant alloy additions is required.