Introduction
Selecting the wrong alloy for high-temperature, high-stress service doesn't fail gradually — it fails expensively. Nickel-based stainless steel forgings are specified precisely because they hold structural integrity where other materials don't: turbine discs spinning at 12,000 RPM in jet engines, reactor vessel internals submerged in 315°C primary coolant, and downhole components exposed to chloride-rich formation fluids.
Yet engineers routinely struggle to distinguish when an austenitic grade like 316 is sufficient versus when a high-nickel alloy like Inconel 718 is required. Misspecification in either direction is costly — premature creep deformation, chloride stress corrosion cracking, and fatigue failure under cyclic loading are all documented consequences.
This guide covers what nickel content does to forged microstructure, how performance boundaries shift across grade families, and which specifications apply in the applications where these materials are most commonly deployed.
Key Takeaways
- Nickel content ranges from 8–12% in austenitic grades (304, 316) to 50–75% in superalloys (Inconel 718, Waspaloy)—each tier sets a different ceiling for corrosion resistance and service temperature
- Forging refines grain structure, eliminates porosity, and aligns fiber flow—amplifying high-temperature strength and fatigue life beyond cast or machined equivalents
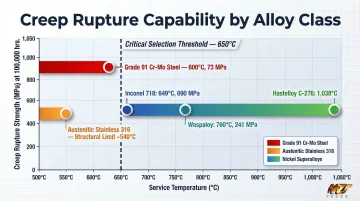
- Austenitic stainless forgings reach creep limits around 540°C, while nickel superalloys sustain structural loads to 870–1,040°C
- Above 650°C sustained service, specifying the wrong nickel tier is one of the most common—and costly—material selection mistakes
What Nickel Content Means for Stainless Steel Forgings
Nickel stabilizes the austenite phase at room temperature, preventing the martensitic transformation that reduces toughness and corrosion resistance in steel. This stabilization produces the non-magnetic, ductile, weldable character of austenitic grades.
At concentrations exceeding 50%, nickel shifts from alloying addition to primary matrix element. That transition produces a fundamentally different alloy class — one with superior high-temperature creep resistance and chloride stress corrosion cracking immunity.
Within the forging context, nickel functions as three things simultaneously:
- Design parameter – alloy selection dictates achievable properties
- Operating constraint – thermal and corrosion limits are set by nickel content and secondary alloying
- Cost-scaling variable – raw material cost escalates steeply with nickel content
The forging process interacts directly with nickel's metallurgical role. Mechanical deformation above recrystallization temperature breaks up coarse dendritic grain structure, producing finer, more uniform grain size that improves tensile strength, fatigue resistance, and impact toughness. Hot forging also consolidates material and eliminates internal voids common in castings, while aligning grain flow for superior fatigue resistance.
The Nickel-Bearing Forging Spectrum
"Nickel-based stainless steel forging" spans three non-interchangeable tiers:
- Austenitic stainless (8–12% Ni): 304/316 grades for corrosion resistance with moderate thermal capability
- Precipitation-hardening stainless (4–7% Ni): 17-4PH for high strength with moderate corrosion resistance
- Nickel superalloys (50–75% Ni): Inconel 718, Waspaloy, Hastelloy C-276 for extreme thermal and corrosion environments

Published data is a starting point. Actual performance depends on several variables specific to the application:
- Section size — affects through-hardening depth and grain uniformity
- Forging temperature control — high-nickel alloys have narrow processing windows
- Heat treatment selection — same alloy, different properties depending on cycle
- Service environment — corrosive medium and thermal cycling profile both matter
Nickel Content Ranges, Grades, and Composition Thresholds
Nickel content is the primary lever separating forging grade families. Each threshold unlocks a different combination of corrosion immunity, thermal capability, and mechanical strength, with direct implications for forging difficulty and component cost.
Austenitic Stainless Grades (8–12% Ni)
304/304L and 316/316L (ASTM A182 F304/F316): Chromium provides the passive oxide film while nickel stabilizes austenite and provides toughness, low-temperature ductility, and weldability. 316/316L adds 2–3% molybdenum for improved chloride resistance.
Performance envelope:
- Upper oxidation limit: ~870°C intermittent service
- Structural creep limit: ~540°C for sustained load-bearing (ASME Section II requires special H-grades above 1000°F/540°C)
- Tensile strength (forged/annealed): 515–620 MPa
- Cost tier: Lowest among nickel-bearing forgings
These grades represent the highest-volume tier of nickel-containing forgings, suitable for chemical processing equipment, food service applications, and architectural components where corrosion resistance without extreme thermal loading is required.
Precipitation-Hardening Stainless (4–7% Ni + Cu/Al/Ti)
17-4PH (H900 to H1150 conditions): Precipitation hardening enables tensile strengths reaching 1,310 MPa combined with moderate corrosion resistance, bridging austenitic stainless and nickel superalloys in both composition and performance. The H condition designation (H900, H1025, H1150) directly controls the strength-toughness tradeoff and must be specified explicitly on engineering drawings.
This grade serves aerospace fasteners, valve components, and structural fittings requiring high strength-to-weight ratios with adequate corrosion resistance in mildly aggressive environments.
Nickel Superalloys (50–75% Ni)
At 50–75% nickel, these alloys represent a step-change from stainless grades in both capability and forging complexity. The four primary forging grades are compared below:
| Grade | Alloy System | Service Ceiling | Key Capability | Primary Forging Application |
|---|---|---|---|---|
| Inconel 718 | Ni-Cr-Fe-Nb-Mo | ~700°C | 10,000-hr creep rupture at 649°C: ~690 MPa; 56% of forged metals in modern turbine engines | Turbine discs, structural airframe components |
| Inconel 625 | Ni-Cr-Mo-Nb | ~982°C | Zero cracking after 1,008 hrs in boiling 45% MgCl₂; 316L fails within 2 hrs | Subsea components, chemical process piping |
| Waspaloy | Ni-Cr-Co-Mo-Ti-Al | ~870°C | 1,000-hr creep rupture at 760°C: 241 MPa | High-pressure turbine hardware, rotating components |
| Hastelloy C-276 | Ni-Mo-Cr-W | 1,038°C (oxidation); 677°C (ASME Sec. VIII construction) | Broadest corrosion resistance of the group | Reactor vessels, aggressive chemical service |
Gamma-prime (γ') precipitate strengthening in high-Ni alloys maintains creep rupture strength at temperatures exceeding what the strongest steel alloys can sustain. Grade 91 Cr-Mo steel exhibits 100,000-hour creep rupture strength at 600°C of only 73 MPa. For applications above 600°C under sustained load, that gap in creep capability is what drives grade selection toward nickel superalloys regardless of cost.
Key Technical Properties That Define In-Service Performance
Nickel-based stainless steel forging performance is defined by four interacting property sets: elevated-temperature mechanical behavior, corrosion and oxidation resistance, low-temperature toughness, and fatigue/fracture resistance. Forging amplifies all four relative to cast or bar-stock machined equivalents.
These properties don't operate in isolation. Maximizing one often creates trade-offs in another, requiring engineering judgment to balance for the specific duty cycle.
Elevated-Temperature Strength and Creep Resistance
Nickel's face-centered cubic (FCC) crystal structure remains stable from cryogenic temperatures to near the melting point, with no phase transformation disrupting load-bearing capacity. Unlike iron-based steels that undergo BCC-to-FCC transitions, nickel maintains structural integrity across extreme temperature ranges.
In superalloys, gamma-prime precipitates resist dislocation movement at high homologous temperatures, which sets a clear performance boundary between alloy classes.
Steel forgings become creep-limited for structural loads above ~650°C. Nickel superalloy forgings, by contrast, maintain useful creep resistance up to 870–1,040°C depending on grade and loading.
Corrosion and Oxidation Resistance
Chromium forms the protective passive oxide film, but nickel stabilizes the austenite matrix that allows the film to remain intact under deformation and thermal cycling. Molybdenum additions (in 316, Inconel 625, Hastelloy C-276) extend resistance to pitting and crevice corrosion in chloride media.
The type of corrosive environment determines which alloy tier is required:
- Chloride SCC: 316L cracks in 2 hours in boiling 45% MgCl₂, while Inconel 625 and Hastelloy C-276 show zero cracking after 1,008 hours
- Oxidizing acids: Hastelloy C-276 resists concentrated nitric and sulfuric acids
- High-pressure steam: Alloy 690 eliminates PWSCC in PWR primary water
- Sulfidation: Inconel 625 maintains film stability in high-sulfur environments
Alloy selection for corrosion service is therefore a medium-specific decision, not a general ranking exercise. The forging process itself also matters: closed-die forgings produce a denser, more uniform microstructure that supports more consistent passive film behavior than cast equivalents.
Low-Temperature Toughness and Fatigue Life
Nickel's FCC structure prevents the ductile-to-brittle transition that limits carbon and alloy steels at sub-zero temperatures. Austenitic stainless and nickel superalloys remain ductile down to liquid helium temperatures (-253°C), making them the default choice for cryogenic pressure equipment.
The aligned grain flow produced by forging improves fatigue life at stress concentration zones: bore radii, fillet transitions, and threaded features. These locations govern component life in cyclic service. The processing difference shows up clearly in impact data:
| Processing Route | Charpy Impact Energy at -196°C |
|---|---|
| Forged SS316L (controlled O₂) | ~250 J |
| HIPed powder metallurgy equivalent | ~100 J |

Wrought forging outperforms HIP processing by a factor of 2.5 in this metric, a gap that matters most in cryogenic and fatigue-critical applications.
How Nickel-Based Stainless Steel Forgings Are Specified and Qualified
Standards and specification documents govern nickel-bearing forgings in demanding service:
- ASTM A182: Forged pipe flanges and fittings, covering F304/F316/F51 duplex grades
- AMS specifications: Aerospace superalloy forgings (AMS 5662/5663 for Inconel 718)
- ASME Section II: Material specifications for pressure-bearing nuclear components
- NACE MR0175/ISO 15156: Sour service qualification for oil and gas applications
- Mil-Spec: Quality system requirements for defense applications
The rated alloy composition is necessary but not sufficient. Grain size, heat treatment condition, mechanical property minimums, and NDT acceptance criteria must all be documented.
Verification and Inspection Methods
Applied testing includes:
- Ultrasonic testing for internal integrity
- Liquid/fluorescent penetrant inspection for surface-connected defects
- Hardness testing to confirm heat treatment response
- Mechanical testing (tensile, impact, creep rupture) to verify property achievement
- Chemical analysis (OES or ICP) to confirm alloy composition
Traceability of material heat, forging sequence, and heat treatment records is required in aerospace, nuclear, and defense supply chains. MTS Forge meets these requirements directly. The company holds Mil Q9858 and NCA 3800 certifications, qualifying it as a supplier for military and commercial nuclear forgings where material traceability and QA program documentation are mandatory procurement requirements.

NCA 3800 qualification specifically permits manufacturers to supply materials meeting ASME Section III nuclear quality requirements, with complete documentation spanning raw material heat through finished forging.
Applications Across Critical Industries
Aerospace and Defense
Nickel superalloy forgings cover the highest-performance components in aviation — parts where failure is not an option:
- Gas turbine discs and compressor rings
- Structural airframe fittings and fasteners
- Rotating hot-section components in jet engines
Inconel 718 comprises 34% of finished component weight and 56% of forged metals in a typical GE CF6 engine.
The forging process is specified—not optional—because grain flow continuity and grain size uniformity directly control fatigue and fracture behavior in rotating components. FAA AC 33.14-1 mandates damage tolerance requirements for high-energy rotating parts, making wrought/forged processing the only acceptable manufacturing route.
Power Generation and Commercial Nuclear
Nickel-bearing stainless grades — primarily 316/316L and Alloy 690 — are specified for the most demanding reactor components:
- Reactor pressure vessel internals
- Steam generator tubes and nozzles
- Primary coolant piping
- Control rod drive mechanisms
Combined resistance to stress corrosion cracking and radiation embrittlement is the governing design criterion.
Thermally treated Alloy 690 has eliminated PWSCC in PWR steam generators — 577,070 tubes showed zero corrosion or cracking incidents over 173 calendar years of operation. This record confirms a decisive performance advantage over legacy Alloy 600.
NCA 3800 and ASME Section III qualification are the entry points for nuclear-grade forging supply. For suppliers meeting that bar, MTS Forge produces 316L stainless forgings for Section III applications, holding certifications to Mil I 45208, NCA 3800, and Mil Q9858.
Oil, Gas, Chemical Processing, and Energy Infrastructure
Sour-service and subsea environments demand alloys that hold up under chloride exposure and H₂S pressure. Common forging applications here include:
- Subsea valves, manifolds, and fittings in Inconel 625 or Hastelloy C-276 (NACE MR0175 chloride service)
- Offshore pump bodies and wellhead components in duplex/super duplex stainless
Alloy selection hinges on sour-gas severity: under NACE MR0175, Hastelloy C-276 is rated to H₂S partial pressures up to 7,000 kPa, while Inconel 625 is limited to 200 kPa.
Where sour or extreme thermal conditions are absent, 316L austenitic forgings handle most chemical processing requirements at lower cost.
Common Misconceptions When Selecting Nickel-Based Forgings
Three errors appear repeatedly when engineers and procurement teams specify nickel-based forgings. Each one is avoidable with the right material selection framework.
1. Treating Austenitic Stainless (304/316) as a Universal High-Temperature Material
Grades 304 and 316 offer excellent corrosion and oxidation resistance up to roughly 870°C. However, their creep strength drops significantly above 540°C under sustained load. Specifying 316 stainless where a nickel superalloy is required—based on corrosion resistance alone, without accounting for elevated-temperature creep—leads to premature deformation or failure.
2. Assuming Higher Nickel Content Always Means Better Performance
Secondary alloying additions and post-forge heat treatment govern specific properties as much as nickel content itself. Two alloys at similar nickel levels can perform very differently:
- Inconel 625 (Nb+Mo additions) is optimized for corrosion resistance
- Waspaloy (Co/Mo/Ti ratio plus aging treatment) is optimized for creep strength
The application duty cycle determines which is correct. Nickel percentage alone does not.
3. Applying Datasheet Property Values Directly to Field Design
Published minimum mechanical properties are based on standard test bar sizes under controlled heat treatment. Actual component properties depend on several production-specific variables:
- Forging reduction ratio
- Section thickness (which affects grain uniformity through the cross-section)
- The specific aging or annealing condition achieved during production
These variables are verified on production-representative test coupons—not assumed from the datasheet.
Frequently Asked Questions
What is the difference between nickel-based stainless steel and nickel superalloys in forging?
Nickel-based stainless (e.g., 304, 316) contains 8–12% nickel as an alloying addition to iron-chromium steel, while nickel superalloys (e.g., Inconel 718, Waspaloy) use nickel as the primary matrix element at 50–75% by weight, enabling fundamentally higher performance in temperature and corrosion resistance.
At what temperature do nickel-based stainless steel forgings lose their structural load-bearing capability?
Austenitic stainless forgings become creep-limited for sustained structural loads above approximately 540–650°C, while nickel superalloy forgings maintain useful creep resistance up to 870–1,040°C depending on the specific alloy grade and application loading.
How does forging improve the properties of nickel-bearing alloys compared to casting or machining from bar?
Forging refines grain structure, eliminates internal porosity and segregation, and aligns grain flow with the component's stress paths—producing measurably higher tensile strength, fatigue life, and impact toughness than cast or bar-stock equivalents of the same alloy composition.
Which nickel alloy grades are most commonly specified for aerospace and defense forgings?
The most commonly specified grades are:
- Inconel 718 — gas turbine discs and aerospace fasteners
- Waspaloy — turbine discs requiring higher temperature capability
- René 41 — highest thermal duty-cycle components
All three are governed by AMS specifications in aerospace supply chains.
Why are nickel-based stainless steel forgings significantly more expensive than carbon steel forgings?
Several factors drive the cost premium:
- High raw material cost of nickel and secondary alloying elements (Co, Mo, Nb, Ti)
- Narrow forging temperature windows requiring tightly controlled processing
- Rapid die wear caused by high flow stress
- Extensive post-forging inspection and qualification requirements
Each factor compounds the next, making alloy selection and process discipline critical to cost control.
What certifications should nickel-based stainless steel forgings meet for defense or nuclear applications?
Defense forgings typically require Mil Q9858 quality system qualification with full material traceability. Commercial nuclear components must comply with ASME Section III NCA 3800 and ASME Section II material specifications. In both cases, all heat, forge, and heat treatment records must be maintained as permanent quality records.